
有限元CAE分析AUTOFORM培训课程目录 1. AUTOFORM基本操作 2. AUTOFORM材料选择 3.冲压工具的设置 4.制程动作设置 5.工序设置 6.单动拉伸模 7.成形极限图评定 8.滑移线求解 9.切边线求解 10.冲压方向设定 11.侧冲设定 12.拉延筋创建 13.分模曲面创建 14.辅助曲面创建 15.钣金件折弯及展开 16.实例分析汽车复杂固...

作者: 分类:Autoform 2017-01-03

有限元CAE分析AUTOFORM培训课程目录 1. AUTOFORM基本操作 2. AUTOFORM材料选择 3.冲压工具的设置 4.制程动作设置 5.工序设置 6.单动拉伸模 7.成形极限图评定 8.滑移线求解 9.切边线求解 10.冲压方向设定 11.侧冲设定 12.拉延筋创建 13.分模曲面创建 14.辅助曲面创建 15.钣金件折弯及展开 16.实例分析汽车复杂固...
作者: 分类:Autoform 2017-01-03

autoform软件介绍,autoform培训请联系仿真在线,学技术请不要犹豫 一.AutoForm简介 目前,在薄板冲压成型仿真领域,AutoForm软件的市场占有率为全球第一。 全球90%以上的汽车制造商在使用AutoForm,全球前20家最大的汽车制造商100%在使用AutoForm,全球超过100家模具制造商与薄板冲压件制造商均在使用AutoForm。...
作者: 分类:Autoform 2016-12-29
冲压成形稳定性解决方案 在板材冲压模具制造中或者制件冲压成形过程中,虽然用户已通过CAE软件仿真分析无误,但实际生产时依然会出现一些残次品。对于这些“稳定性”问题,来自瑞士的AutoForm工程有限公司为我们提供了全面的解决方案。 在金属板材冲压成形模具制造与调试过程中,或者冲压制件生产过程中,往往会发生一些不...
作者: 分类:Autoform 2016-12-29
随着数字化技术的快速发展和普及,数字化已经应用到了模具制造的全过程。由图1分析得知,模具数字化技术是制约冲压模具开发的一个重要因素。模具的数字化技术,就是计算机技术或计算机辅助技术在模具设计制造过程中的应用。总结国内外冲压模具企业应用计算机辅助技术的成功经验,根据冲压模具制造流程,数字化冲压模具技术...
作者: 分类:Autoform 2016-12-29
pamstamp中定义FLD没有相关ARCELOR V9模型来定义高强度钢板的FLD曲线 在pam中只有table办法定义。
作者: 分类:Autoform 2016-12-29
第一:Tresca屈服准则:•以最大剪应力作为评价准则; 第二:Mises 屈服准则(各向同性材料) 第三:Hill 屈服准则– 它是各向异性(von Mises 是各向同性)。Hill 准则可看作是 von Mises 屈服准则的延伸 第四: 广义Hill屈服准则(各向异性非均质材料)– 广义Hill 势理论的屈服面可看作是在主应力空间内移动了的变形圆柱体。–...
作者: 分类:Autoform 2016-12-29
1. 召集有经验的工程师对拿到的产品数模进行工艺初步研讨,可参考以前做过的类似零件的工艺,研讨内容:拉延冲压方向,修边方向,冲压工序的划分,压料面的大致形状,典型断面的工艺补充,关注零件上的功能匹配面,孔径公差及其他技术要求。(看产品图) 2.造型根据工艺初步研讨结果制作拉延模面。步骤如下:工艺基准点startpoint...
作者: 分类:Autoform 2016-12-29
以前在学校学习的专业就是材料成型,在校期间算积极参与学科间的交流。最后进入企业后,从事了冲压模具工艺设计,这里面有个人的选择,也有些偶然的因素,让我进入了这个行业。 七月份,盛夏的季节,毕业生离别与走上工作岗位的季节。一眨眼,我也工作满两年了,一路走来一帆风顺。 冲压模具在汽车制造中是重要的一部分。 车身的8...
作者: 分类:Autoform 2016-12-29
AF在高强板回弹分析的表现不佳,很多种原因造成。 比如说,算法,网格质量,还有材料模型等。 下面值得一说的是,关于高强板材料的使用。高强板不同于普板,它本身屈强比较大,回弹数值表现较大。其次其强度高,在检测时候不容易依靠加紧使得面的检测率提高,所以说高强度钢板的回弹应该受到重视。 要琢磨其回弹,必须了解其材料...
作者: 分类:Autoform 2016-12-29
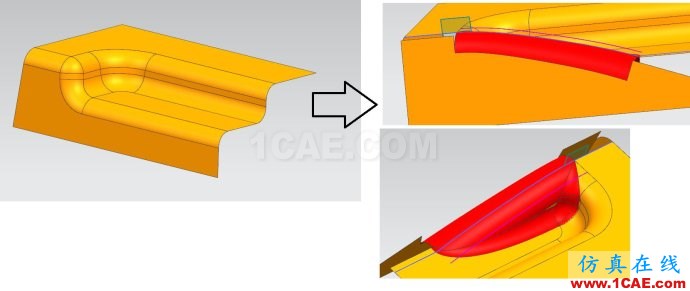
拉延过程中,三角台阶处两侧进料量不等,必然产生相对窜动,一般会出现聚料起皱。所以需要做一 个余肉结构。 这样在拉延过程中,板料先接触余肉,有效控制该处的材料流动。同时,余肉的设计也增加了板料的塑性变形程度 在UG8.5可以快速生成 草图——拉伸面——面上偏置线——规律延伸——修剪与延伸——修剪与延伸拐角...
作者: 分类:Autoform 2016-12-29
Autoform 培训课程安排 Autoform专门针对汽车工业和金属成形工业中的板料成形而开发和优化的,用于优化工艺方案和进行复杂型面的模具设计,约90%的全球汽车制造商和100多家全球汽车模具制造商和冲压件供应商都使用它来进行产品开发、工艺规划和模具研发,其目标是解决“零件可制造性(partfeasibility)、模具设计(die desig...
作者: 分类:Autoform 2016-12-12
原文地址:金属薄板局部成形时的翘曲作者:马宁伟 34.1 问题的定义 金属薄板局部成形是指压窝和压加强槽,压窝是为了薄板零件的某种功能;压加强槽是为了提高零件刚度的需要,这比增加零件的壁厚更有效果。在零件局部压窝、压加强槽时,金属薄板会产生翘曲,影响装配,如图34-1所示。 34.2 保证局...
作者: 分类:Autoform 2016-12-12
谈汽车模具的品质质量 近年来,日韩汽车在世界市场的大举进攻,欧美老牌汽车巨头节节败退,汽车市场的全球化竞争加剧,新车开发从而变成争夺市场的焦点,但原来从事新车开发的领先欧美模具企业却因为成本过高、人力资源不足、缺乏投资热情等原因纷纷倒声一片,欧美模具企业的关停并转成了行业的主流。与此同时...
作者: 分类:Autoform 2016-12-06

本文主要从改善冲压工艺性、提高材料利用率和提高产品质量三个方面说明了冲压SE在汽车车身开发中的作用,并对冲压SE验证制件成形工艺性的流程进行了举例介绍。 当今世界,全球汽车制造企业之间的竞争日趋激烈,车型平均寿命不断缩短,整车企业新品投放市场的速度不断加快,要想赢得竞争,必须快速响应市场变化,这也对汽车车...
作者: 分类:Autoform 2016-12-06
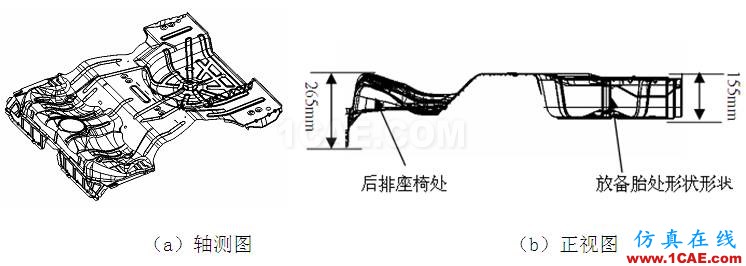
目前,我国轿车后地板主要由三部分组成,为前后地板连接板、中地板和后地板。这样,每个产品件制造难度相对较少,但材料利用率很低,同时冲压成本成倍提高。为了解决上述问题,把前后地板连接板、中地板和后地板连接板合成一体,成为一个产品件,称为整体式后地板(以下简称后地板)。在国外对于这样的整体式后地板常采用双动压...
作者: 分类:Autoform 2016-12-01
冲压成型稳定性解决方案组图 在板材冲压模具制造中或者制件冲压成形过程中,虽然用户已通过CAE软件仿真分析无误,但实际生产时依然会出现一些残次品。对于这些“稳定性”问题,来自瑞士的AutoForm工程有限公司为我们提供了全 文章关键字:冲压,压成,成型,型稳,稳定,定性,性解,解决,决方,方案,案组,组图 在板材冲压...
作者: 分类:Autoform 2016-12-01

1 引言 整体侧围是轿车车身覆盖件中最为关键和重要的零件。其外形尺寸最大,装配关系最多,表面质量要求高,形状很复杂,成型难度大,尺寸精度要求高。随着我国汽车工业的发展,轿车车型的开发换代越来越快,大量的侧围模具需要设计制造。目前国内轿车大部分车型的整体侧围都是由国外设计制造。近年来,国内一些模具供应...
作者: 分类:Autoform 2016-12-01
专业的冲压成形材料参数,CAE分析软件为AUTOFORM,DYNAFORM,PAM-STAMP,常用材料为: 1. DC01、DC03、DC04、DC05、DC06、DC07; 2.St12、St13、St14、St15、St16、SC1、SC2、SC3、BSC2、BSC3、St14-T、St14F、St14ZF、St14HF、RRSt13、FeP01、FeP02、FeP03、FeP04、FeP05、FeP06; 3. BLC、BLD、BUSD、BUFD、...
作者: 分类:Autoform 2016-11-25
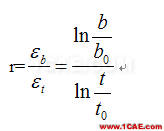
1.厚向异性指数r值反映的是材料的抗薄能力,r值较大的材料抵抗拉延破裂的能力较强,因此用这个指数来判断板料的成型性。 厚向异性指数r值是以单拉实验中,试件伸长20%时,料宽和板厚的实际应变的比值来表示的。 (1) 式中 --宽向实际应变 --厚向实际应变 2对屈服强度的影响 考虑板料厚向异性的Mises准则为 (2) ...
作者: 分类:Autoform 2016-11-25
1、前言冲压成形是一种历史悠久的金属加工工艺,随着工业水平的不断进步,冲压技术和设备日益完善,目前日本已经制造出3000吨以上级的重型冲压机,用于大型冲压件的加工。当前,在汽车、航空、模具等行业冲压加工中仍然占据着重要地位。众所周知,汽车的大部分构件都是薄板冲压件,国外各大汽车厂商很早就开始采用计算机仿真...
作者: 分类:Autoform 2016-11-25

从现在开始,客户能够更加方便的处理复杂成型类零件,而这一切得力于TopSolid集成了BlankWizared和FormingWizard模块组。这个两组模块是Missler与AutoForm工程合作开发的项目,主要集成在TopSolid’Design和TopSolid’Progress模块中。这两个模块组主要整合了AutoForm中的OneStep技术。(AutoForm工程是汽车模具和钣金工业...
作者: 分类:Autoform 2016-11-25
关于Autoform计算的回弹和扭曲数据处理,4.1以前的版本是不能进行回弹数据自动补偿的,也就是说,在4.1以后,通过设置回弹计算,Autoform可以对零件和模具进行自动回弹补偿计算,不用再用手工进行处理。当然,Autoform回弹补偿的数据是网格型面,必须要经过第三方软件进行处理才能得到用于机加工的型面,即几何曲面。第三方软...
作者: 分类:Autoform 2016-11-25
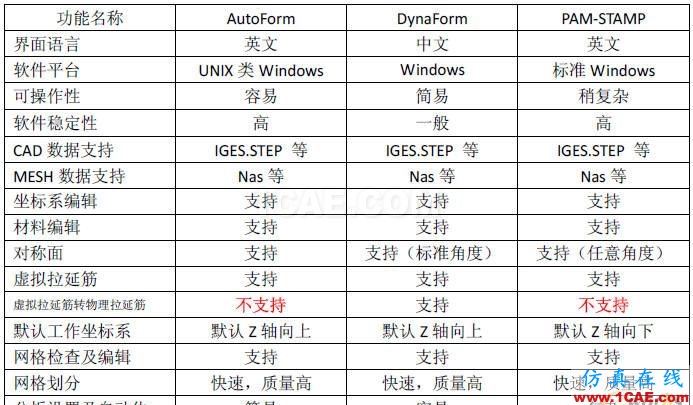
目前市面上有多款冲压仿真软件,比如国外的AutoForm、DynaForm、PAM-STAMP、JSTAMP等等,国内华中科技大学的FASTAMP等都得到了较广泛的应用;笔者就目前商用化最好的三款软件:AutoForm、DynaForm、PAM-STAMP在快速展开、重力、拉延、切边、回弹等几个主要的仿真领域进行测试,对操作界面、难易程度、展开尺寸、计算时间、...
作者: 分类:Autoform 2016-11-25
常用快捷键如下: 一、FileMenu 文件菜单 open 打开一个sim文件 ctrl+O reopen 重载现有sim文件 ctrl+shift+O Set up a newsim 新建 ctrl+N save 保存 ctrl+S saveas 另存为 ...
作者: 分类:Autoform 2016-11-25

Autoform过程模拟中将模具运动过程主要分成了三个阶段: 1、gravity:模拟钢板在模具上放置时受到重力影响的情况,尤其是当压边圈存在形状时,其凹下部分上放置的钢板会自然下垂。 2、closing:模拟的是模具凹模开始运动到与压边圈闭合的过程(以单动为例)。 3、drawing:模拟凹模带动压边圈下行到与凸模闭合的过程,也就是主要...
作者: 分类:Autoform 2016-11-22

创新,就像一朵花的生长与绽放,不需要音乐渲染和解说动情,唯有真实的记录最为震撼人心。当一簇簇青春的火花,在自主研发的大舞台上不断闪烁着光芒时,或许这就是年轻工匠对“初心”的最好的诠释。 “2016全国大众创业万众创新活动周北京会场”活动于2016年10月在中关村落幕,北汽股份汽车研究院青年微创新平台作为国企...
作者: 分类:Autoform 2016-11-18
常见缺陷及解决办法 1.拉延开裂 开裂是拉延工序中最为常见的缺陷之一,其表现为出现破裂或裂纹,产品部分如果出现破裂或者裂纹将被视为不合格产品,所以必须予以解决。产生开裂的原因大致有: (1)产品工艺性不好,如R角过小、型面变化剧烈、产品深度较深以及材质成形性能差等。 (2)工艺补充、压边圈的设计不合理。 (3)拉延...
作者: 分类:Autoform 2016-11-18
还为满屏的英文发愁吗?为帮助各位对AutoForm英文速成理解,这个中英文对照表特别分享给大家,希望对大家学习autoform有所帮助,并对原创编辑表示感谢 20_binder 活塞20_die 上模20_punch 下模 3d DRAWBEADS:3D 拉延筋 A above:在上模accuracy:精度add 添加add boundary fill:添加边界填充add double fill:添加双边界...
作者: 分类:Autoform 2016-11-18
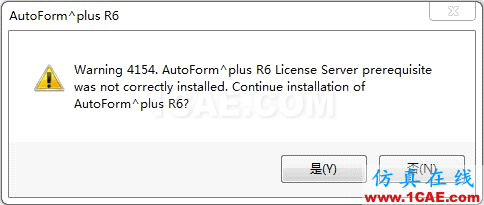
AutoForm^plus R6 安装出现4154 Wanning错误的解决方法 很多使用AutoForm^plus R6在安装许可文件的时候,都有可能出现4154的错误提示,如下图所示: 这个问题具体如何产生,我们就不去追究,现在我们只讲如何解决这个问题。 首先确保你现在的电脑可以正常使用AutoForm^plus R5.2,且是SSQ版本的。 然后依下三步骤进行操...
全国服务热线
1358-032-9919



