
模具数字化设计与制造中的关键技术
2016-12-29 by:CAE仿真在线 来源:互联网
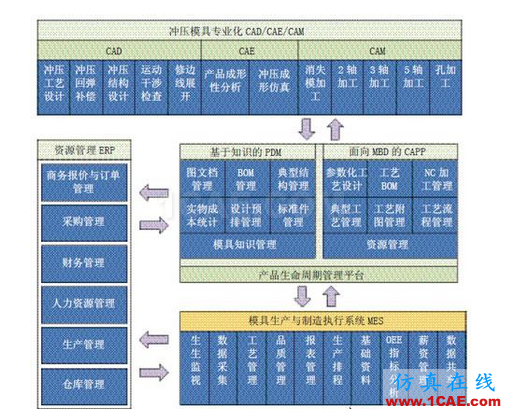
随着数字化技术的快速发展和普及,数字化已经应用到了模具制造的全过程。由图1分析得知,模具数字化技术是制约冲压模具开发的一个重要因素。模具的数字化技术,就是计算机技术或计算机辅助技术在模具设计制造过程中的应用。总结国内外冲压模具企业应用计算机辅助技术的成功经验,根据冲压模具制造流程,数字化冲压模具技术主要体现在4个方面。
1 冲压成形CAE技术在产品设计同步工程的应用
同步开发中冲压工艺贯穿于新产品的全过程,从了解产品的工艺,到产品的冲压工艺性分析,再到模具的开发都需要冲压工艺人员的全程参与。冲压CAE技术是从冲压成形过程的实际物理规律出发,借助计算机真实地反映模具与板料的相互作用关系及板料实际变形的全过程。
随着非线性理论、有限元方法和计算机硬件的迅速发展,板料冲压成形过程的CAE分析技术经过长期的发展已经进入工业使用阶段,并形成了一些通用或专用的软件,如AutoForm/PAM-STAMP等。这些软件提供以下分析和模拟结果:材料的流动、厚度的变化、破坏、起皱、回弹,以及残余应力和应变。利用CAE技术在产品概念设计阶段就可使模具企业对产品每一个零件的成形性、工艺性提出迅速、准确的预见。在极短的时间内对零件的外形提出评估意见,给出准确翔实的分析报告,包括数模修改依据、修改方法以及对后续工序的影响,作为结构设计部门对产品进行改进或方案确定的依据[1]。
2 基于模块化的快速设计系统
对于冲压模具来说,结构设计往往占了设计工作量的很大一部分。随着计算机技术的快速发展, CAD/CAE/CAM 一体化技术得到了广泛应用。而冲压模具CAD技术在国内的应用,仍然停留在依靠模具设计人员的经验,在通用CAD软件系统上进行交互绘图和造型的层次上,从而不能及时发现设计过程中的缺陷,延长了模具的设计周期,在某种程度上也影响了设计质量。基于UG/PROE等一系列计算机数字化造型软件使模具的参数化模块设计让“模具快速设计”成为可能。要进行模具的参数化模块设计,标准件库和模板是基础。通过软件,将导柱、导板、冲头等一系列的标准件统计入库,以便设计时调用;同时,根据不同的零件把其相应的模具结构参数化制作成模板,同样入结构库。在拿到模具设计任务后,预先消化任务要求(生产厂家要求、冲压要求);其次结合现场实际生产经验,调用模具结构库,进行初设计;再次进行模面设计,再进行调用标准件库,组装标准件;最后合装成一套完整模具[2]。通过参数化模块设计实现典型结构模板化和重复工作智能化。
(1)典型结构模板化。基于模板化的思想,将冲压模具各种典型的结构进行分类总结,提取其中可实现参数化控制之处,生成智能化模板在整个设计的建模过程中予以应用。
(2)重复工作智能化。将设计过程中的重复工作,通过载入智能化模板和二次开发工具来达到缩短设计周期的目的。
3 参数化程编实现模具的高速加工
随着模具制造节奏的加快,数控加工已由单纯的型面加工发展到型面和结构面的全面加工,由中低速加工发展到高速加工。高速加工技术应用于模具制造业中主要有如下优点: (1)小切深、高进给;(2)改善工件加工表面质量,减少打磨;(3)精度提高,减少试模工作量;(4)使用小刀具加工模具细节,减少刀具规格。降低使用费用;(5)以高精度、大进给的方式完成淬火钢的精加工,且达到很高的模具表面质量,可以减少传统加工因精加工后再淬火引起模具变形,从而替代某些工艺。
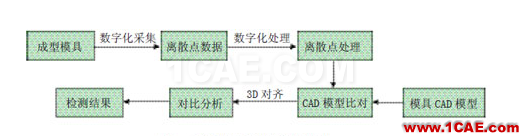
高速加工技术应用模具制造主要涉及机床、刀具和数控编程3个方面,具体工作流程如图2所示。要实现模具安全、高效的加工,更安全的走刀轨迹和合理的加工策略就显得尤为重要。将使用的刀具和机床设备按实物尺寸做成刀具库和机床库,再将不同零件的技术要求罗列成库(零件库),3个库的数字参数值整理整合到程编软件中做成CAM加工模板,数控程编就会更安全、快速。
4 数字化装配技术在模具调试中的应用
模具的装配方法一般分为4种:互换装配法、分组装配法、修配装配法和调整装配法。最早,模具在加工中心加工完后,现场的装配多采用分组装配法:工人直接参考2D零件装配图精导柱导板零件进行分类,然后按先装导板后装导柱的先后顺序来进行模座其他零件的装配,装配好后直接进行精加工,精加工后也没有对单件状态的导柱精度/导滑面位置度没有进行有效对比和检查,这样,在单件精加工完后,上下模座合模,发现上下模座导向偏差很大,导致导柱导板拉伤,标准件损坏。
现在,将模具单件进行精加工后在线测量(OMV)的测量结果(比如上模座的导柱导向数据和下模座的导柱导向数据)在软件里面进行记录和统计,进行对比,发现超差马上进行更改。图3为某项目发动机引擎盖内板拉延模上下模座在加工完后的测量误差分布图。根据这样的测量结果就可以对上下模座合模之前误差较大区域进行整改,保证导向间隙,并保证模具合模质量。
目前,一些欧美国家的模具制造可以直接采用修配装配法(在装配时修去指定零件上的预留修配量以达到装配精度的方法,称为修配法)进行模具的装配。他们通过测量数据,直接配磨导板或其他零件保证导向间隙或装配质量的方式进行合模装配。这种方法提高了模具的合模进度,为后续模具的调试赢得了周期。以测量数据为依据,应用软件进行分析处理,这种修配装配法的方式应该会成为以后模具发展的趋势。
相关标签搜索:模具数字化设计与制造中的关键技术 Autoform分析培训班 Autoform汽车模具仿真 Autoform视频教程 Autoform资料下载 在线软件培训 汽车钣金代做 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 有限元培训 Solidworks培训




