
车身设计与生产的全程数字工程
2013-06-24 by:广州有限元分析、培训中心-1CAE.COM 来源:有限元分析培训中心
作者:美最时洋行技术出口有限公司 奚松山
对金属板材冲压成形进行数值分析始于20世纪80年代末。由于在汽车制造领域,尤其是轿车制造领域,需要生产大量金属板材冲压件,因此,仿真模拟分析技术很快在这一领域获得广泛应用。
1994年,总部位于瑞士苏黎世的AutoForm工程有限公司推出了基于静态隐式算法的快速求解器,将仿真分析时间从原来的几天缩短到几个小时,从而在这一领域开始真正实现了仿真模拟分析的工业化应用。
仿真模拟的发展
经过近20年的发展,如今,仿真模拟分析已经在汽车车身冲压件及冲压模具的设计与制造领域普遍应用,并逐步成为行业标准流程中不可或缺的环节之一。
回顾过去近20年的历史,仿真模拟分析技术在轿车车身冲压件设计与生产中的应用可分为四个阶段,即:
第一阶段,1990~1995年。在这一阶段,仿真模拟分析仅仅用于冲压件的拉延成形工序。由于当时的仿真分析软件人工剖分网格非常复杂、耗时,加之计算时间长达数天甚至数周,因此,当时的应用主要局限于高校、科研院所及国外大型汽车制造商的研发部门,并未真正实现工业化应用。
第二阶段,1995~1999年。在这一阶段,AutoForm工程有限公司于1994年推出了自适应全自动网格剖分器及基于静态隐式算法的快速求解器,将仿真分析时间从原来的几天缩短到几个小时,从而实现了仿真模拟分析在这一领域真正的工业化应用。
第三阶段,2000~2008年。AutoForm工程有限公司于2000年推出了使用便捷的快速模面设计模块,将模面设计时间由几周缩短到几个小时。仿真模拟分析在这一领域的应用很快跨上了一个新的台阶,应用范围也延伸到了冲压件产品设计、工艺设计、冲压 模具 设计、虚拟试模等工艺环节。
第四阶段,2009年至今后。车身设计和生产进入全新的“全程数字工程(CDPP——Comprehensive Digital Process Planning)”阶段。
“全程数字工程”及AutoFormPlus R1
金属板材冲压成形领域的“全程数字工程”最先由AutoForm工程有限公司总裁兼首席执行官瓦德玛·库彼利博士(Dr. Waldemar Kubli)于2008年9月1日在瑞士英特拉根市(Interlaken)举行的第七届国际金属板材成形数字模拟大会(Numisheet 2008)上首次提出。
库彼利博士认为,汽车(尤其是轿车)车身冲压件,从整车车身概念到冲压件批量生产是由一条完整的工艺链组成的,这个工艺链主要包括(整车)车身造型阶段、产品(工件)设计阶段、工艺规划与招投标阶段(含模具招投标与白车身焊装招投标)、工艺设计阶段、模具设计与制造阶段、工艺优化/验证及试模阶段、批量生产阶段。这个工艺链的各个环节紧密相关且相互影响,前道环节的方案质量直接或间接地影响后续环节。
当然,一个理想的最佳工艺方案是由产品功能(产品几何形状、产品材料)、产品质量(成形工艺性、匹配精度、表面质量)、(综合)成本(生产成本、材料成本、模具成本)、时间进度(模具制造时间、生产爬坡时间)四大方面(十个因素)共同决定的,即一个理想的最佳工艺方案并不仅仅是一个能够制造出合格工件的方案,也不一定是成本最高或最低的方案,而是上述各个方面、各种因素的全面考虑和综合均衡的方案(见图1)。

冲压成形仿真模拟分析必须考虑上述工艺链各环节的相互影响,并综合考虑,均衡上述影响工艺方案的各个方面,进行全面的仿真分析,即“全程数字工程(Comprehensive Digital Process Planning)”,因此,冲压成形仿真分析软件必须能够满足“车身冲压件全面数字工程”的要求。
基于以上观点,AutoForm工程有限公司在2009年推出了全新版本的软件AutoFormPlus R1(组成模块见图2),针对性地满足轿车车身冲压件“全程数字工程”的应用,着力打造贯穿于金属板材成形从产品概念到批量生产的完整工艺流程的智能化仿真分析解决方案。
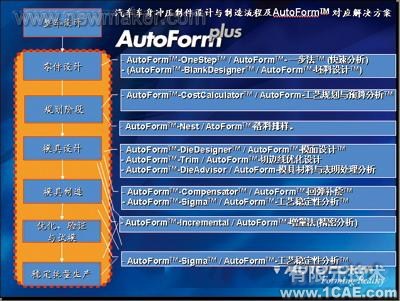
AutoFormPlus R1采用全新的求解器技术,全面支持热压成形仿真分析,进一步改善了 级进模 成形仿真分析,灵活应用了很多新的成形技术和工艺模型,使得工艺模型高度接近实际,高层次细节上增加了更多变量,大大提高了工艺设计速度,工艺校验也进一步改善。
全程数字工程的成功应用
对于全程数字工程,AutoForm工程有限公司与奥迪已全面合作,奥迪在其车身冲压件的设计与生产全流程采用AutoForm仿真分析软件,以实现金属板材成形从产品概念到批量生产的完整工艺流程分析与优化。
以下以三个典型车型的座椅支撑梁为例,来阐述基于“全程数字工程”的工艺方案确定。表1为三个车型及其座椅支撑梁的基本情况,以及最佳工艺方案的初步分析。
表1 基本参数及初步工艺分析

首先采用AutoFormPlus的AutoFormPlus-CostCalculatorTM(工艺规划与成本分析模块),进行基于工艺特征的成本分析,三个车型的座椅支撑梁的模具成本分别为31.万欧元、61.7万欧元和30.2万欧元,按产量折算单件成本,分别是1.06欧元、0.21欧元和0.10欧元。同时采用AutoFormPlus的AutoFormPlus-OneStep (一步法快速分析模块)、AutoFormPlus-BlankDesignerTM (料片设计模块)、AutoFormPlus-Nest (落料排样优化分析模块)进行材料成本分析(结果见图3),单件成本分别是1.85欧元、1.49欧元和0.96欧元。

产品工艺特征要全面均衡考虑产品功能、质量、产量及成本控制。奥迪采用AutoFormPlus的AutoFormPlus-DieDesignerTM (模面设计模块)、AutoFormPlus-OneStep (一步法快速分析模块)、AutoFormPlus-Incremental (增量法精密分析模块)进行产品工艺特征分析,结果见表2。
表2 工艺特性分析

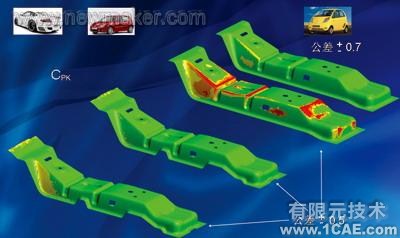
接下来,奥迪采用AutoFormPlus的AutoFormPlus-DieAdvisorTM(模具材料与表面处理综合分析模块),进行基于车型规划特征与产品工艺特征的模具材料与表面处理分析(结果见图4),并用AutoFormPlus的AutoFormPlus-Incremental (增量法精密分析模块)分析产品成形的工艺性(见图5),如成形缺陷、起皱、表面冲击线等,还用AutoFormPlus的AutoFormPlus-Incremental (增量法精密分析模块)、AutoFormPlus-CompensatorTM (回弹分析与补偿模块)、AutoFormPlus-SigmaTM (稳定性分析与优化模块)分析并补偿回弹及分析工艺与生产稳定性(见图6)。


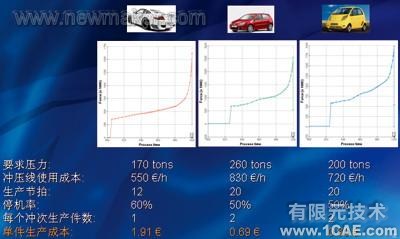
在生产阶段,对于生产设备(冲压线)的使用,单件成本的分析结果分别为1.01欧元、0.69欧元和0.60欧元(见图7)。
基于以上数据,三种车型的座椅支撑梁的工艺分析综合汇总结果见图8。“全程数字工程”的强大功能及价值可见一斑。

(end)
相关标签搜索:车身设计与生产的全程数字工程 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 Autoform培训 有限元培训 Solidworks培训 UG模具培训 PROE培训 运动仿真




