
基于Autoform的汽车翼子板回弹补偿方法研究
2019-04-25 by:CAE仿真在线 来源:互联网
汽车外覆盖件在汽车制造中占有很重要的地位,涉及整车的美观以及安全性,对于整车的外覆盖件,90%以上都是冲压成形制造的。然而板料在冲压成形时容易产生回弹变形,同时伴随尺寸超差、开裂、减薄率超差、起皱等现象,这些现象直接影响外覆盖件的成形质量和精度。
在汽车模具生产行业中,汽车外覆盖件模具一般采用人工修理,不仅费时费力,还延长模具生产周期。因此快速精准地对模具成形的零件回弹进行数值模拟和修模补偿成为汽车外覆盖件冲压成形的研究要点。现主要通过对成形零件的回弹进行分析以及相应的工艺数值补偿,来解决汽车翼子板外覆盖件的成形问题。
翼子板回弹分析01回弹原因及解决方法翼子板产生回弹的主要原因是弯曲部位的拉压应力释放,塑性变形时存在弹性恢复和零件内应力不均等。解决翼子板回弹问题的方法是使零件进入塑性变形区,避开弹性变形区,也可以运用过量弹性变形来减少零件回弹变形量。
02翼子板材料及回弹数据分析
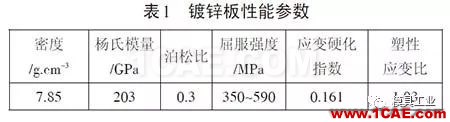
翼子板材料选取DC52D+Z(镀锌板)钢,厚度为1.2 mm,性能参数如表1所示,由力学性能得出此钢板的拉伸曲线如图1所示。
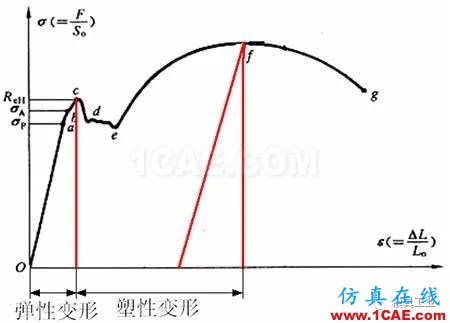
图1 镀锌板拉伸曲线
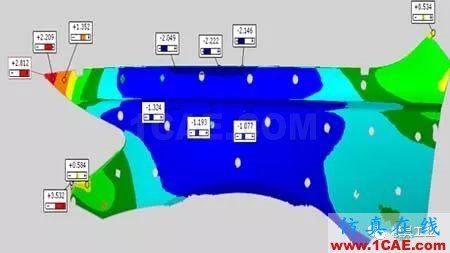
图2 ATOS数据分析
现以某车型翼子板为例,在无工艺数值补偿时,ATOS光学扫描数据与标准数据对比分析得出:实际零件与理想零件之间存在较大的误差,如图2所示。回弹变形量大的区域是翼子板的前部鹰嘴处与中部,此区域的误差范围在-2.2~3.5mm,超出标准误差,因此为重点研究区域,其余区域回弹量较小。
回弹补偿策略01数据采集及检测分析由于汽车外板零件刚性的不足,其回弹表现为大范围的平缓起伏,检测或装配的基准位置常处于回弹变形区。无论是精度尺寸检测还是装车匹配,都需对检测零件施加额外的夹紧力,使其基准位置处于理论尺寸状态。
分析翼子板冲压件回弹变形规律,首先将冲压零件在可靠支撑的前提下进行ATOS光学扫描,确保其准确性。在光学扫描中尽量选取零件的定位基准面作为支撑点,并保证定位方式不会使零件产生干涉变形,必要时可采取增减垫片的方式。为确保扫描获得的回弹信息准确,一个零件的检测需要多次扫描采集数据,图3所示为光学检测零件。

图3 光学检测零件
02回弹补偿流程运用Autoform对零件进行回弹补偿时,注意补偿的原始数据不能发生任何变化,每次补偿的数据变化仅来源于回弹补偿量的变化。
在Autoform内部直接进行回弹补偿输出数据,将输出的Autoform回弹补偿结果导入CATIA逆向重构,用逆向重构的数据输出txt文档,再导入CATIA进行驱动变形,所输出的回弹前后网格或点云在CATIA重新对齐,并比较驱动曲面变形。
采用catia-shape_morphing进行曲面整体变形处理,可以满足几何尺寸的正确性,其缺点是无法保证曲面的光顺连续性,因此要对曲面进行整体补偿。根据变形范围构造参考曲面,调整曲面控制点,使曲面边界与变形边界匹配,注意对称约束及曲面的光顺性。
拷贝调整后的曲面作为变形基准面,根据变形,调整曲面阶数和边界约束,并合理选择控制点进行曲面变形调整,同时注意曲面的光顺性,用调整后的曲面与原曲面比较判断误差是否存在合理范围内,并用CATIA中的Wrapsurface工具进行曲面变形处理。最后进行曲面光顺性检查、曲面偏差检查,确认变形结果。
03翼子板回弹案例通过上述回弹补偿流程,进行第1次回弹补偿。用Autoform进行回弹补偿时,软件提供的固定公式进行补偿计算,图4所示为弹性恢复系数计算公式,回弹补偿所有的数据均由Autoform软件来进行相应的计算,如图5所示,所得出的对比数据并未达到标准值,但已经减小了翼子板回弹量,翼子板的前部鹰嘴处与中部回弹量分别由3.5mm和-2.2mm减小到1.3mm和-1.2mm。
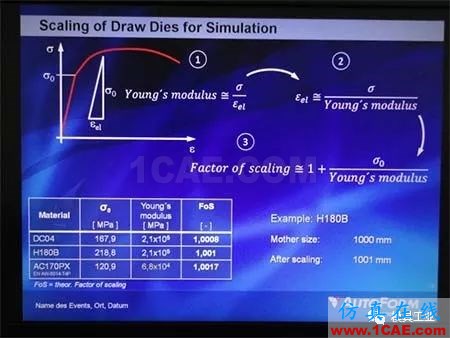
图4 弹性恢复系数计算公式
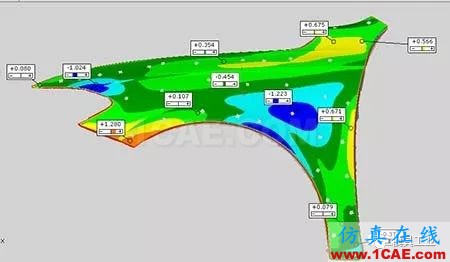
图5 翼子板第1次补偿对比数据
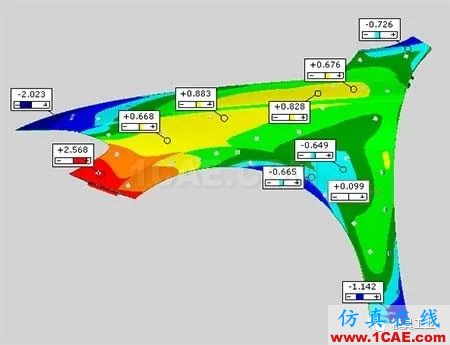
图6 翼子板第2次补偿对比数据
由于第1次补偿未达到标准值,对翼子板进行第2次补偿,第2次补偿数据和原始数据对比结果超出零件标准值,数值在-2.0~2.5mm,如图6所示。多次相关试验发现影响对比结果的是前部鹰嘴翻边处角度回弹量,因此第1次补偿后,解决前部鹰嘴翻边处回弹角度就能够解决其他的补偿问题。
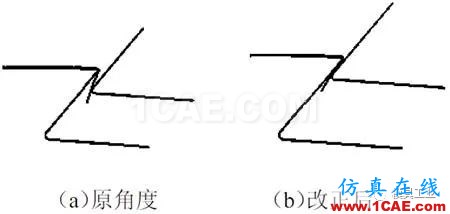
图7 角度过切示意图
在解决上述角度问题时,只能采用过量角度以及相应过切方法进行补偿,因此在前部鹰嘴翻边成形时采用2°~4°经验补偿以及相应过切补偿,如图7所示。
04试验结果分析通过以上步骤得出补偿后的对比数据,利用补偿后的参数进行生产验证,将得到的补偿试验件数据与理想数据进行对比,如图8所示,数据误差完全符合要求,均在-0.7~0.9mm。
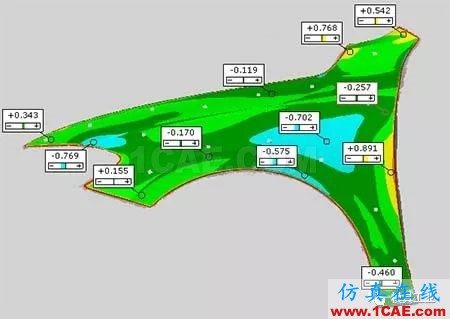
图8 补偿后的试验件数据分析对比
试验验证
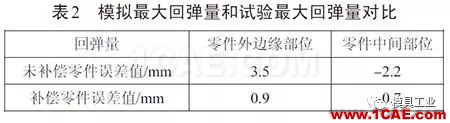
采用DC52D+Z(镀锌板)钢材料,得到未补偿零件与补偿零件最大回弹量的对比结果如表2所示。从表2数据可以看出,补偿后的误差值大幅度减小。证明通过Autoform模拟零件补偿对翼子板成形过程的控制效果明显,可以将Autoform补偿的方法应用于其他成形困难的汽车外覆盖件的成形过程中。
▍内容来源:《模具工业》2017年第9期
▍原文作者:贾文博,王振宏,尹凯
▍作者单位:长春理工大学、一汽模具制造有限公司
相关标签搜索:基于Autoform的汽车翼子板回弹补偿方法研究 Autoform分析培训班 Autoform汽车模具仿真 Autoform视频教程 Autoform资料下载 在线软件培训 汽车钣金代做 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 有限元培训 Solidworks培训




