
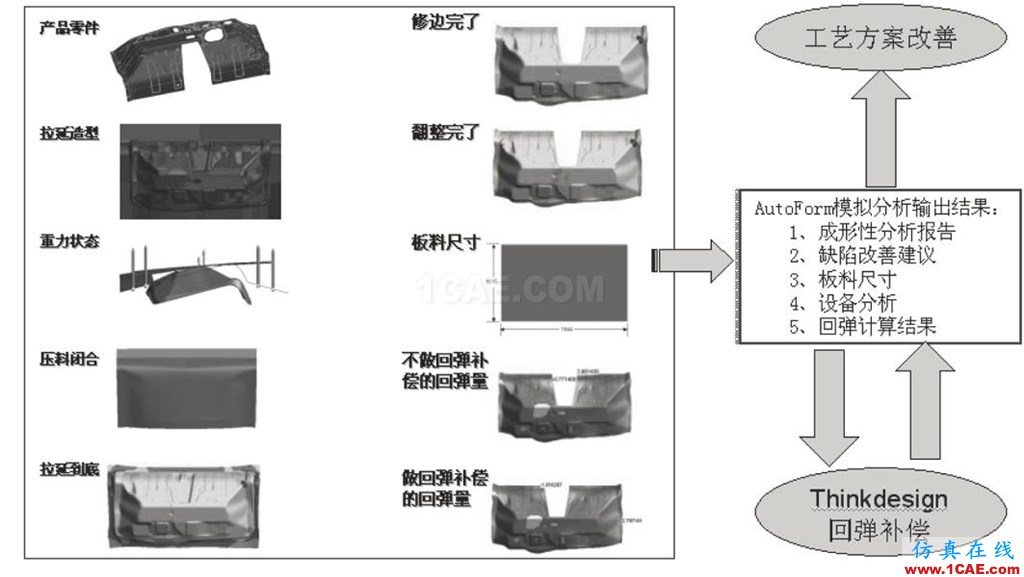
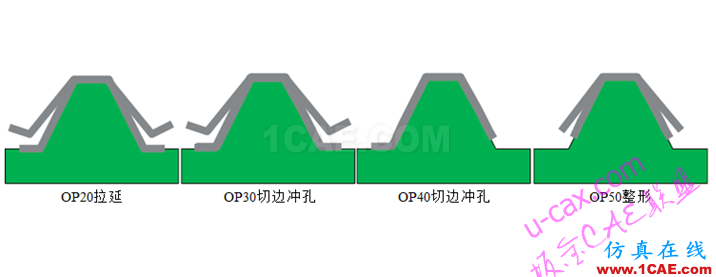
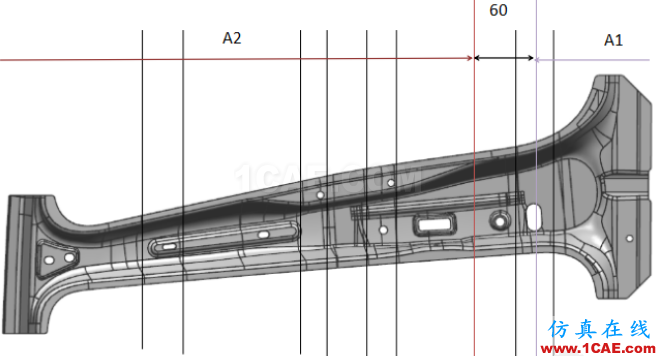
翼子板是整车车身的关键零件,翼子板与侧围、发动机盖以及前保险杠等外观零件搭接配合,对外观、尺寸精度要求高。 对于传统拉深工艺,由于翼子板前保险杠处拉深台阶深度深,容易造成台阶处减薄率增大,导致后期整形时制件开裂风险增大,容易造成表面质量缺陷,影响制件的外观。 对于翼子板前保险杠处,为了减少整形量,传统拉...

作者: 分类:Autoform 2017-07-23
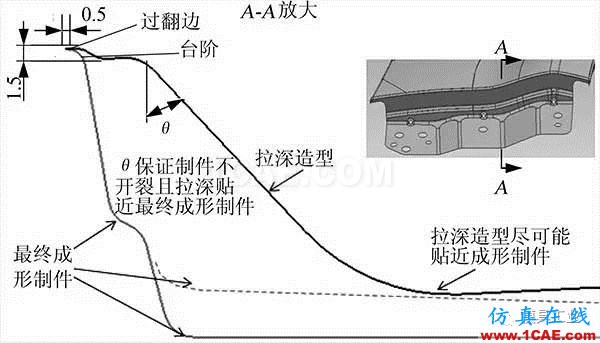
翼子板是整车车身的关键零件,翼子板与侧围、发动机盖以及前保险杠等外观零件搭接配合,对外观、尺寸精度要求高。 对于传统拉深工艺,由于翼子板前保险杠处拉深台阶深度深,容易造成台阶处减薄率增大,导致后期整形时制件开裂风险增大,容易造成表面质量缺陷,影响制件的外观。 对于翼子板前保险杠处,为了减少整形量,传统拉...
作者: 分类:Autoform 2017-07-17

汽车上铝板的使用克服了当今汽车行业的诸多挑战,例如电动车轻量化,提升能源效率和稳定性,提升乘客安全,迎合愈发严格的规范。在中国,铝板是一个重要的话题,因为主机厂在传统汽车上运用铝板件的数量显著增长,2017年第一季度,中国市场上出现了多家新能源车辆主机厂。 虽然铝板的好处多多,但是仍有需要克服的挑战。...
作者: 分类:Autoform 2017-07-17

随着日益增长的不同汽车车型,冲压部件的几何复杂性以及高强钢和铝板的广泛应用,板金属成形工艺越来越复杂。鉴于全球竞争愈发激烈,汽车制造商旨在使用最尖端的科技生产高质量的冲压件,缩短研发周间。为了应对这些挑战,AutoForm Engineering开发了新方法来系统性优化板金属成形工艺。这个方法让工程师在初期工程阶段就可...
作者: 分类:Autoform 2017-07-17

AutoFormplus R7发布已逾半年。此次最新版本的软件带来哪些升级?通过这篇文章,让我们来讨论下两个重要的改进。 AutoFormplus R7的新功能让你轻松实现工艺模拟的新高度。你可以更灵活、更高效地进行所有成形工艺的设置和最终验证。AutoFormplus R7已经取得了巨大的进步,大幅改进级进模工艺和热成形功能的规划和模拟。...
作者: 分类:Autoform 2017-07-09

为了满足对更轻整车重量和更高撞击安全性的需求,热成型在汽车行业的地位愈发重要。热冲压零件的优点,例如高强度、较轻的重量、复杂的形状和更少的回弹影响,给全球范围的生产带来了显著增长。预计白车身热冲压零件的市场份额会从2015年的8%显著提升到2025年的17%。鉴于这种趋势,AutoForm最新的技术将持续增强热成型仿真...
作者: 分类:Autoform 2017-07-09
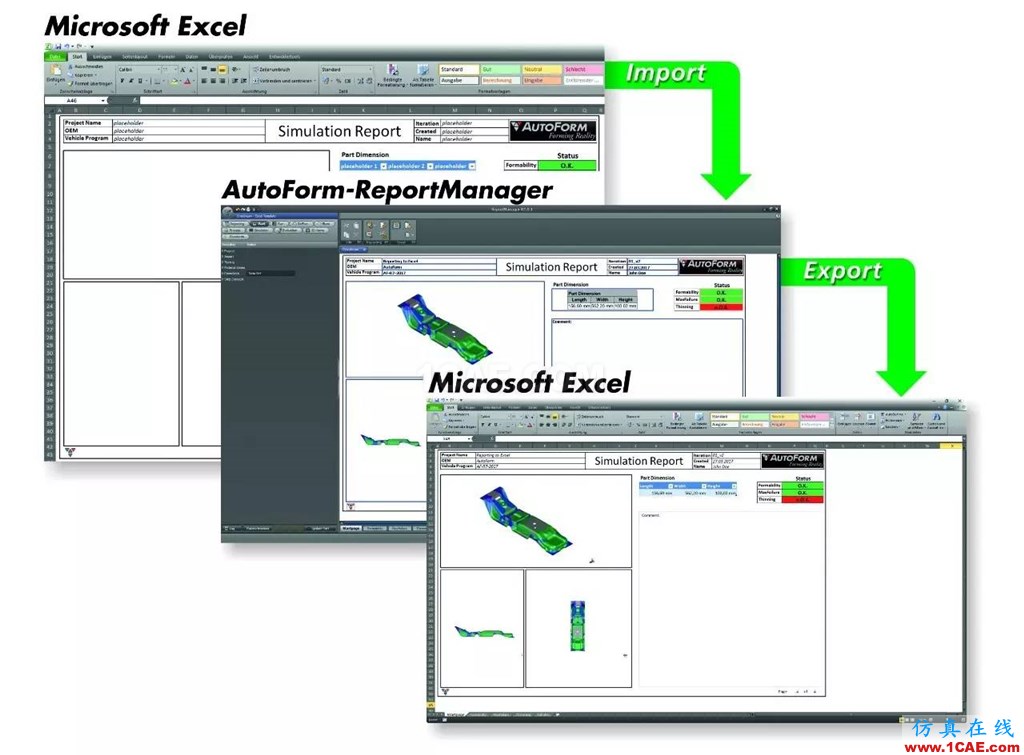
板材金属成形软件的主要供应商AutoForm Engineering GmbH在最新的AutoFormplus R7版本中融入生成Excel格式报告的功能。因此,用户可以将Excel文件作为报告模板直接在AutoForm-ReportManager进行导入和处理,同样也可导出AutoForm-ReportManager生成的报告至Excel。AutoFormplus R7中此次重要的提升有助于专业报告的生成。...
作者: 分类:Autoform 2017-07-09
AUTOFORM-R6-零件全工序设计第1讲 ·AUTOFORM-R6-零件全工序设计第2讲 AUTOFORM-R6-零件全工序设计第3讲 AUTOFORM-R6-零件全工序设计第4讲 AUTOFORM-R6-零件全工序设计第5讲 本文转自网络,内容不代表本站观点,转发仅为网友学习方便,如有侵权,请联系我们。
作者: 分类:Autoform 2017-07-09
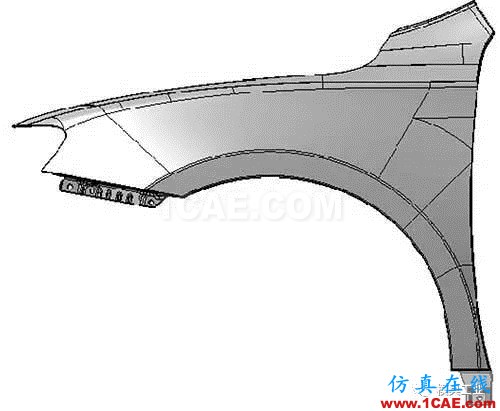
翼子板是汽车车身中最复杂、最关键的零件之一,零件质量直接影响装车及整车开发进度。如果在前期工程阶段,零件结构设计不良会导致后期产品结构更改,模具调试周期长,严重影响整车开发周期。因此在前期产品设计阶段需要对翼子板的翻边结构进行分析,同步工程分析时需要进行精确的CAE模拟,以选择合适的翻边结构及规划合理...
作者: 分类:Autoform 2017-07-08

影响冲压件起皱因素及解决方法 (1)拉伸深度影响 材料流动阻力沿凹模口的分布于拉伸深度有直接的关系。在内凹和外凸的曲线位置上,拉伸深度过大能引起变形阻力的不均匀分布,形成起皱,应尽量避免。 (2)调整压边力的大小 当皱纹在制件四周均匀产生时,应判定为压料力不足,逐渐加大压料力即可消除皱纹。当拉伸锥形件和半球形...
作者: 分类:Autoform 2017-07-08

下面我们以东风项目中前碰撞梁为例 零件名称:前碰撞梁 材料:DC04 料厚:2.0mm 根据零件的数模和提供的基本信息,以及客户的技术要求我们来进行零件的前碰撞梁的工艺分析,并确定通过几道冲压工序来获得我们的零件。 冲压零件不论复杂或简单我们可以概括为它都是通过两类模具来获得的:1成形类模具(包括拉延模...
作者: 分类:Autoform 2017-07-08
1、 一般先裁边,冲导正,打预断,压线,打凸点,撕口,(切口,拉伸),后冲孔落料,压毛边,成形,分两步折弯的,先成形一半,后成形另一半。 2、 在冲孔落料时,一般先冲小孔,后冲大孔;先冲落成形周边的废料,再落其它部位的余料:因為冲小孔若放在后面,那麼它在冲裁时,冲子四周对应料带上的部位可能有缺口(前面已冲过的孔),这样,冲...
作者: 分类:Autoform 2017-07-08

一、CAE分析是怎样一种构建过程 二、CAE分析需要构建哪些工具体(以车门防撞梁为例) 1、上/下模面、压料器的设计及导出(运用CATIA 、UG等三位软件设计模具型面及工具体) 2、主/副定位孔的设定及导出(依据图纸及以往经验设置主副定位孔,并导出孔的原点) 3、与模具型面处于同一坐标的产品型面的导出 三、构...
作者: 分类:Autoform 2017-07-08
模具是基础装备制造业的重要组成部分,是制造业各有关行业产业升级和技术进步的重要保障之一。随着时代的进步和科技的发展,过去长期依赖钳工、以钳工为核心的粗放型作坊式的生产管理模式,正逐渐被以技术为依托、以设计为中心的集约型现代化生产管理模式所替代。模具制造过程的前移,使调试问题被提前到加工数模设计乃至冲...
作者: 分类:Autoform 2017-07-08

“ 提起跑车,你会想到哪些形容词?小编第一时间想到的是运动、肌肉、力量,因为大部分跑车的车身轮廓线独特,给人印象深刻。而车身轮廓线是如何影响人们的印象?这就与车身那条“腰线”密不可分。” 传祺GA6腰线设计 腰线是汽车最重要的特征线之一,它和发动机舱盖线、车顶弧线以及行李箱线共同构成了汽车车身的轮廓线。但...
作者: 分类:Autoform 2017-06-09
展望21世纪,随着汽车、航空航天工业的迅速兴起,大型制造企业市场竞争日趋激烈,对冲压件的快速设计和制造也提出了更高的要求。仅仅依靠工程设计人员的经验来制造冲压产品的方式显然已经不能满足现代企业的生产需求了。如何实现高质量、低成本、短周期的产品开发是赢得这场竞争的关键。冲压成形数值模拟技术是解决这一问...
作者: 分类:Autoform 2017-06-09
摘要:本文以乘用车中立柱(B-Pillar)为案例,阐述了变厚度和变强度零件的概念。利用AutoformR6建立有限元模型进行CAE热成形分析。从分析结果可以看出该类型零件可以在满足车身强度的前提下,减轻了一定的车身重量。 关键词:变厚度变强度CAE热成型 前言 鉴于汽车的轻量化,安全化和抗冲击性能,对于高强度汽车机构钢板的需...
作者: 分类:Autoform 2017-06-09
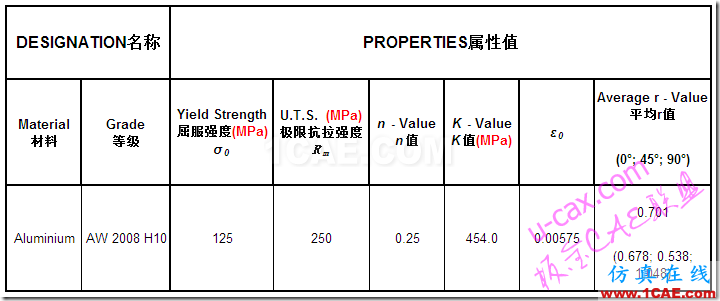
自定义AutoForm材料库文件举例 引言 在实际工作中,我们会经常遇到,有材料牌号和机械性能参数而在AutoForm中没有可以用的材料库时,不知道怎么办。其实大家碰到这种情况事不要惊慌,可以利用AutoForm的材料生成器来完成自定义材料库。 下面的是一组铝板的材料基本参数: 应力应变硬化曲线,可以使用的近似公式有两种,即Lu...
作者: 分类:Autoform 2017-06-09
附件1包括: Steel_Japan-日本钢材Aluminium——常用铝材material-BaoSteel——宝钢钢材Steel_General+Europe-欧洲通用钢材Steel_US——美国钢材材料标准
作者: 分类:Autoform 2017-05-30
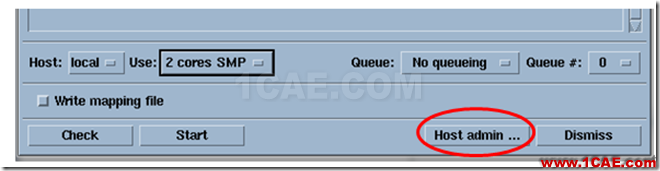
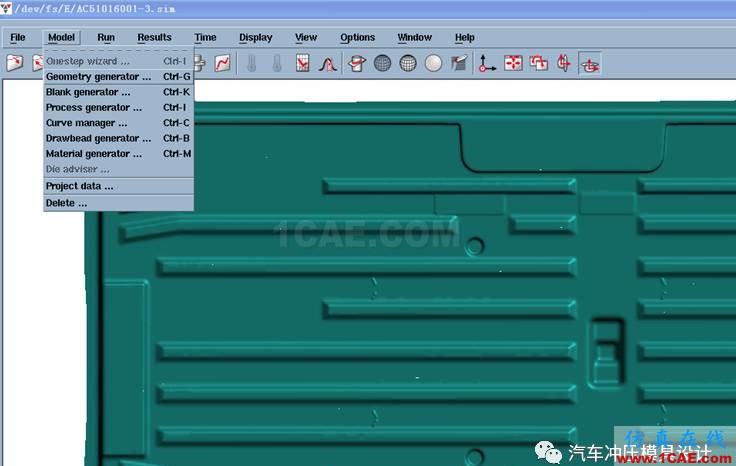
AutoForm是一款非常主流的商用冲压仿真计算软件,目前在世界和中国的市场占有率都很高,软件计算的速度非常快,详细可见我写的三大主流冲压仿真软件对比一文,在此重点介绍一下,如何设置多个核心或者多个CPU的计算的问题; 现在主流的CPU一般都是4个核心了相当于4个CPU,如果支持多线程,相当于8个CPU,而AutoForm默认只是...
作者: 分类:Autoform 2017-05-05

汽车轻量化已然成为业内最受关注的话题之一,热成形技术助力汽车轻量化的发展,已越来越多地获得汽车生产厂商的关注。 为此,去年11月AutoForm(中国)特邀AutoForm热成形技术专家Thomas Brenne先生抵沪为广大用户带来热成形工艺的讲座。为期一天的活动并不足以解答大家的疑问,为了更好的解答用户软件运用和实际生产...
作者: 分类:Autoform 2017-04-28
模具设计方面presscad五金模具设计、ug汽车模具设计、铸造模具设计以及autoform工艺分析培训,可联系仿真在线
作者: 分类:Autoform 2017-04-22
冲孔加工过程(27.8K) 冲孔落料加工过程1(486K) 冲孔落料加工过程2(295k) 冲孔落料加工过程3(281k) 落料拉深加工过程(270k) 落料拉深加工过程1(161k) 落料拉深加工过程2(181k) ■ ■ ■ 注意: 模具设计方面问题presscad五金模具设计、ug汽车模具设计、铸造模具设计以及autoform工艺分析培训可联系
作者: 分类:Autoform 2017-04-11

拉延筋用来控制拉延工序中材料的流动以达成理想的成型工艺,即没有破裂和起皱的零件。在工艺设计中对拉延筋位置、长度和强度进行修改,用最少的材料制造一个最佳的冲压件。在冲压模拟中,大量用到拉延筋和各种各样的修改使得开发一个有效的拉延筋模型对工程师来说非常必要。 AutoFormplus R7特别研发增强线性拉延筋...
作者: 分类:Autoform 2017-04-11

1.废料、异物压痕 产生原因:异物压痕是上下模掉入异物、灰尘产生凸凹。垫废料是由于生产过程中,未及时清理废料,导致将冲孔废料带到工作区所致。冲孔工序出现垫废料几率最高 引起因素: (胚料污垢,胚料毛刺,拉延时发生渣滓,设备污垢,冲模污垢。板件碎末) 检查方法:主要以目视、油石、触感进行检查 ...
作者: 分类:Autoform 2017-04-11
autoform材料库的材料创建方法 一. JSC270D材料性能参数 JSC270D σs σb k n r0 r45 r90 164 293 592 0.28 1.865 1.686 2.192 σs:屈服强度(MPa) σb:抗拉强度(MP...
作者: 分类:Autoform 2017-04-11
文/唐薇 胡海 东风模具冲压技术有限公司模具分公司 模具是基础装备制造业的重要组成部分,是制造业各有关行业产业升级和技术进步的重要保障之一。随着时代的进步和科技的发展,过去长期依赖钳工、以钳工为核心的粗放型作坊式的生产管理模式,正逐渐被以技术为依托、以设计为中心的集约型现代化生产管理模式所替代。模具...
全国服务热线
1358-032-9919



