
【模具制造技术】汽车覆盖件模具的数字化设计与制造
2016-09-09 by:CAE仿真在线 来源:互联网
随着汽车制造业的发展,对于汽车覆盖件模具的加工精度要求越来越高,尤其是中高级乘用车对于外覆盖件表面曲面精度要求更高,最好能达到A级曲面标准。因此,如何提高模具表面加工质量、提高冲压制件精度将成为一个企业能否承接高端汽车模具的重要技术能力衡量指标。质量得到控制,周期和成本就会在可控的范围内,这就是覆盖件模具企业的核心技术竞争力。
汽车主要载体是白车身,它由成百上千的内外板覆盖件组合而成。在白车身的开发流程(图1)中,模具的开发和制造周期是影响整个白车身周期的关键因素,因此,模具制造流程的控制是整个生产环节很重要的部分,需要对每个流程环节进行把控,最终使质量、制造周期得到保证。

冲压工艺分析
主机厂提供产品制件,将制件直接导入分析软件,成型分析,应用AUTOFORM、PAM-STAMP、Dynaform等软件产生近似压料面,拉延筋位置线,工艺补充面、轮廓线等。
分析结束后,将分析后数据导入CAD软件(PowerSHAPE 、UG)重构制件冲压数模完善工艺补充和回弹预处理等工作。
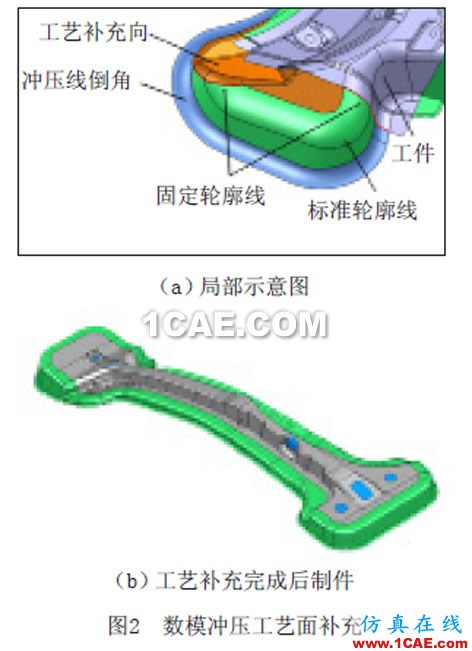
该工作是个反复的过程,经常需要反复调整工艺补充面,能否快速生成和修改工艺补充面是影响该环节周期的重要因素,PowerSHAPE拥有完整的工艺补充功能:能快速计算修边、翻边线,快速生成工艺补充面、拉延筋等(图2),快速模仿变形——整体或局部回弹预处理(不需要重构曲面)。
模具结构设计
完成前端分析后,根据数据模型进行模具结构设计,完成拉沿、修边、翻边、整形等工序模具设计(主要应用软件为UG、PowerSHAPE、CATIA等),PowerSHAPE除前端工艺补充功能外,还提供模具结构设计功能(图3)。

加工制造
1 高端模具加工的要求和难点
(1)数据:加工数模要求最好是A级曲面(工艺补充部分可以适当放低要求)。
(2)开粗方法和效率:最好采用少吃快跑的方式,避免切削力和热过大,导致模具应力变形,影响最终制件成型效果。
(3)分区域加工:外板件要求分区域加工,不允许在关键部位(外板、棱线等)有可见接刀痕迹。
(4)流线型:特殊制件(如机盖等)沿制件流线方向加工。
(5)曲面精度:精加工结束后曲面精度达到技术要求,不允许钳工大面积修模,只允许动R角,模具表面光洁度一致。
(6)回弹:预先考虑回弹变形,做适当反变形预处理。
2 软件的功能
为解决上述问题,除了需要有相应的高精度设备和刀具之外,编程软件和编程手段能够起到非常重要的作用。
(1)数据处理。
在覆盖件领域构建A类曲面是一件非常耗时的工作,并且目前没有任何仪器和手段可以检测冲压制件的曲面是否符合A级曲面,因此,往往我们把曲面的要求降低,制件部分仍用主机厂提供模型,工艺补充通过软件构件完成(冲压工艺补充可以略高,加工工艺补充可以很低),PowerSHAPE在工艺补充方面有很好的实现手段。
(2)开粗方法和效率。
模具粗加工效率是影响整个加工过程效率的重要因素,同时也是影响质量的重要因素,PowerMILL在该方面优势明显:
a.专利的高速加工技术:赛车道加工、摆线加工和修圆技术,提高开粗效率,减少刀具磨损;
b.国际最先进技术Machine DNA:可以测试出客户机床最佳加工参数(转速、进给、最小圆弧等),最大限度发挥客户每台机床效率;
c.最优化的刀具路径连接,避免机床走多余路径,提高机床效率。
(3)分区域加工(图4、图5、图6)。
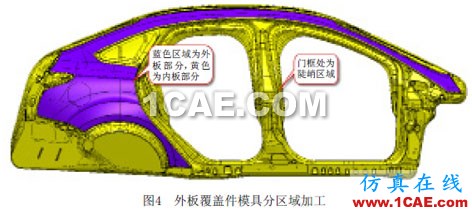
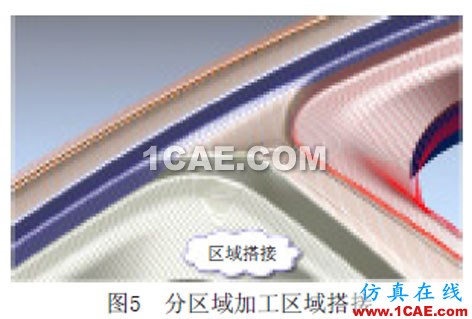

针对高端模具,尤其是外板件模具,要求按模具表面特征进行分区域加工,以最大限度保证曲面精度(比如陡峭和平坦分开、外板部分和内板部分分开等),因此要求编程软件有更多的加工策略来适应不同特征的加工要求,同时需要能很好地控制和划分加工区域,PowerMILL在该方面有很好的表现,丰富的加工策略和多样性的边界方式。
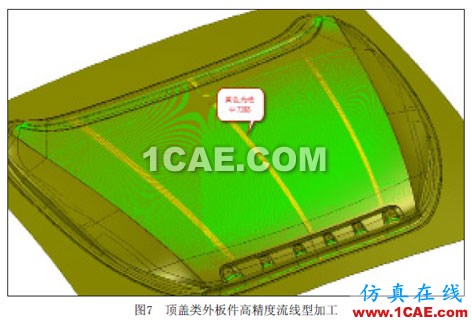
(4)流线型。
针对部分外板件,要求模具流线型好,按照造型曲线进行走刀加工,这就需要软件能控制走刀方式和方法,PowerMILL提供参考线方式来控制走刀路径,可以获得任意方向刀具路径(图7)。
(5)曲面精度。
通过传统软件提高曲面加工精度方法:
a.缩小程序公差,其缺点为程序计算速度慢,影响编程效率。
b.减小程序行距,其缺点为程序计算慢,加工刀路多,加工效率低,刀具费用高。
除以上2种方式外,PowerMILL有其独特的处理方式——点分布。通过控制程序数控点的重新分布,来实现曲面精度的进一步提高,最大限度地减少模具精加工后表面波纹。
这也是PowerMILL软件在覆盖件行业得到认可的重要原因之一,尤其是做外板件,该功能尤为重要,可以提高曲面精度,减少钳工修模量,同时也是做高要求产品的必要工具。
(6)回弹。
覆盖件模具由于钢板有弹性,在冲压结束后都要发生回弹变形,如何控制回弹是能否得到合格制件的关键,一般情况都是通过对已有数据模型进行预变形处理,抵消回弹的影响,回弹量的大小跟钢材材质、制件结构等因素相关,很多时候需要经验判断,得到回弹量后,如何快速修改模型,是影响该工序效率的关键。PowerSHAPE模仿变形可以迅速修改局部曲面,不需要大规模重建模型。
3 数字化制造之——自动化程编及自动化加工
(1)自动化程编。
模具程编是一项繁琐而且反复的工作,很多人员因为人为原因出问题,导致损失,为避免不必要的加工事故发生,就必须保证程序的质量。为此,就必须要避免过多的人为干预,越少人工参与,出错机会越少,所以,实现模具自动化程编是必不可少的发展趋势。
自动化程编是将企业的工艺经验凝聚到一起,制定出一套可行的加工方案,并通过软件实现自动程编(所有加工参数、刀具等自动设置),为企业打造一套最适合自己的加工方案,提升企业实际竞争力。
PowerMILL自动化程编方案PT-MILL的优势为:
a.降低程编人员劳动强度,至少提高30%程编效率;
b.作业流程标准化,实现管理数字化;
c.技术工艺模板定制化,工艺经验得到积累和传承;
d.提升整体企业水平,使企业工艺平台得到整体提升。
(2)自动化加工。
自动化加工是建立在先进工艺准备及软硬件基础上,采用机械化、自动化技术,结合自动装置和机械设备使生产过程实现自动化加工,同时使数控机床及刀具的铣削过程在最佳状态下自动进行,即是通常所说的“无人化加工”。
自动化加工需求原因为:人力成本急剧增长;设备利用率有待提高;如何避免野蛮操作带来的设备和刀具寿命短的问题;如何尽量避免工人误操作造成故障;如何降低企业对工人技能的依赖性。
PowerMILL自动化加工方案PT-MILL优势:
a.型面加工程序自动安全连接、自动换刀,人工不干预;传统方式以工人手动调用每条加工程序,换刀具,中间过程机床一直处于停滞状态,不能发挥效率。
PT-MILL自动化加工方式为将所有需要用于加工的程序通过特殊后置串联在一起,实现自动调用程序,自动换刀,过程中工人不干预。提高设备利用率,降低人为操作带来错误的风险,一人可操作多台设备。
b.根据刀片寿命自动分割程序换刀。
加工刀具刀片寿命一般是4~6h不等,但是程序时间往往是大于刀片寿命(也就是中间要换刀片),这就需要人为控制。
传统方式为工人自己控制刀片加工时间,觉得时间差不多了就停机换刀片。不能准确判断刀片使用时间(尤其是晚班),有时提早换了(浪费刀片),有时晚换了(刀片磨损严重,影响表面加工质量),同时,换刀后不能与前面刀路重叠,影响接刀效果。
PT-MILL自动化加工方式为根据客户提供不同刀具寿命参数,软件实现自动按刀具寿命分割程序,并将分割后程序做部分重叠,通过特殊后置整体输出,得到自动化加工程序(自动换刀)。能够准确控制刀片使用寿命,保证曲面加工精度要求;避免人工误操作,从而降低刀具成本。实现机床自动化加工,降低工人劳动强度,提高工人工作效率(一个人可以管理2~3台设备)。
c.等高清根。
型面清根刀具往往很小,容易断刀,而且加工过程中余量不均,载荷不稳定,加工效率很难提高,是实现自动化加工的难题。
传统方式为工人通过机床手动控制程序进给速度。加工效率低,刀具磨损快,工人劳动强度大。
PT-MILL自动化加工方式为软件按刀具切削参数和余量大小自动将程序生成多刀程序(大余量处分层切削),最大限度保证刀具切削力稳定,机床载荷稳定,实现人工不干预。降低工人劳动强度,有更多时间干其他工作;保护刀具,减少刀具损坏;实现自动化加工,提高机床利用率。
质量检测
模具制造过程中,不同阶段和工序都要进行质量检测,以保障最终得到合格的模具产品,这期间需要不停地搬运模具在三坐标测量机室和机床之间,耗费很多时间和人力,影响生产效率。为此,我们需要过程控制,加工结束后在机床上就能知道该产品是否可以进行下一工序。
(1)模具加工中需要检查确认的部位。
关键结构尺寸检查——导板安装面/倒滑面、导柱孔位置; 轮廓类——修边轮廓、翻边轮廓等; 型面——主要是侧壁。
(2)在机检测解决方案(OMV)。
OMV是一个可在数控加工机床上实现自由曲面和几何实体自动检测的解决方案。
需求原因为模具返修率高,需要加强过程质量控制。
由于不能及时在数控工序结束后对模具进行检查,在机床上不能发现问题,需要在三坐标测量机或者调试阶段才能发现,所以导致模具经常因加工问题返回数控机床再次加工,带来很多不便。
a.返修时需要重新装夹找正模具,浪费大量时间和占用机床。
b.返修找正后,很难达到原始加工精度,肯定存在找正误差。
以型面加工中深腔区域或陡壁区域(红色区域)为例,由于深腔和陡峭区域需要长刀具(在机床不能摆角的情况下),刀具刚性问题,肯定会存在加工不到位,返修率超过30%(图8)。

(3)OMV方案在质量控制和周期控制方面的优势。
OMV可以省掉那些费时费力的装夹和搬运过程和不断重复检测和加工的过程, 因此它可以解决工件的加工过程质量控制问题,如增加了把产品交付给质检部门前的信心;可以决定是否进行下一工序 ;提高了现有设备产生的回报率;提高了生产效率 ,缩短模具制造周期;节省了成本;同时也是实现模具加工水平提升的重要环节(比如做外单)。
结束语
随着模具工业的不断发展,模具向大型化、复杂化、数字化不断地发展,对于加工的要求也越来越高,需要我们对设备、刀具、材料、编程软件等因素不断进行调整,以适应技术的需求和发展。
相关标签搜索:【模具制造技术】汽车覆盖件模具的数字化设计与制造 Autoform分析培训班 Autoform汽车模具仿真 Autoform视频教程 Autoform资料下载 在线软件培训 汽车钣金代做 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 有限元培训 Solidworks培训




