
花洒面板注射模优化设计
2013-06-06 by:广州有限元分析、培训中心-1CAE.COM 来源:仿真在线
借助CAE技术对花洒面板注射模的浇注系统和冷却系统进行优化设计和模拟验证.克服了表面变形,保证了出水孔的圆度和位置度.采用变斜度斜顶杆顶出机构,避免了斜顶杆头部的磨损,提高了模具寿命.生产实践表明,模具结构合理,生产效率高,所生产的塑件可以满足质量要求.
葛晓宏 黄红武 李辉 杨辉煌 刘亚丹 来源:万方数据
关键字:注射模 CAE 浇注系统 冷却系统 斜顶杆机构
1塑件结构分析
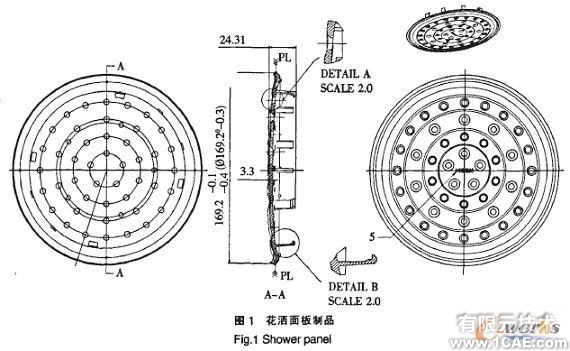
卫浴花洒面板如图1所示.材料为ABS,重量71 g.该产品呈盘形状,直径大,制品壁厚小且不均匀,表面均布细孔,外表面中心有凸字,内表面有内扣、定位筋.产品将与半球形本体配合,边缘圆周平面度要求高;为保证出水均匀,对水孔的圆度及位置度,提出了很高的要求;外观要求不能有缩孔、熔接痕、脱模痕,不能有划伤、变形、飞边;保持塑件外表面光整,达到公司A级标准,供电镀.
2模具结构设计
2.1浇注系统设计
2.1.1浇注系统方案确定
该制品为薄壁盘形类产品,对正面外观要求高,此类型产品一般为反面大水13进胶,但制品底部有内扣和筋条,若设计成反面进胶,模具结构复杂,难于实现.从正面进胶,浇口位置应避免位于外观面上,且应尽量靠近制品中心.综合考虑产品外观质量要求、熔体流动性、模具结构等因素,该制品的浇注系统拟采用点浇口形式,浇口设置在靠近制品中心的某孔内,并在此孔中心搭接一薄片至产品背面作为为进浇位置,因此具有以下特点:
1)近中心进胶,熔体流动均匀,填充迅速,模具结构比较简单,动作可靠;
2)点浇口位置不直接位于制品之上,确保了塑件的表面质量,脱模时浇口处自动拉断,提高了生产效率.
2.1.2浇注系统CAE验证
借助CAE(Computer Aided Engineering)技术对该方案进行模拟分析,从熔体流动状况、温度分布、剪切速率分布和制品变形情况等方面验证该方案的可行性.
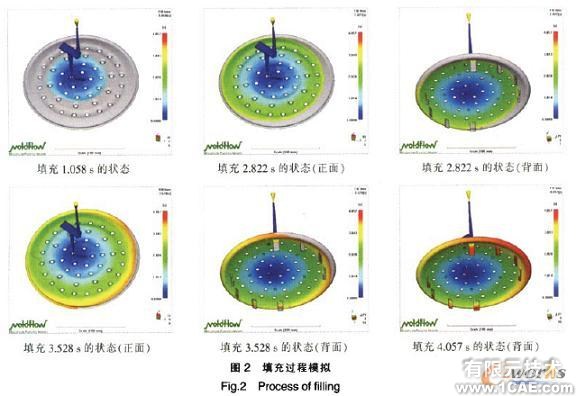
1)塑料填充过程模拟
塑料填充过程如图2所示.从中可看出,从正面近中心直接进胶,熔体均匀向四周流动,填充进展顺利.由于未从正中心进胶,造成进胶有点不平衡(相差0.7 s左右),但仍处于可接受范围之内.
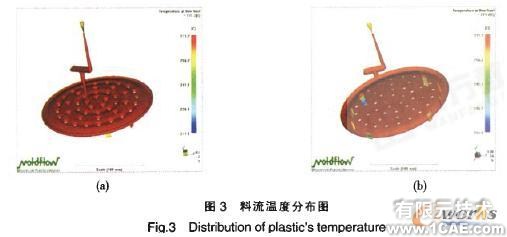
2)料流温度分布
塑料填充完成后,从正面和背面观察到的料流温度分布如图3(a)和(b)所示.其中,最高温度为271.2°C,最低温度为211.1°C,均处于材料推荐使用的温度范围之内(推荐使用温度:200-280°C),不会造成短射和冷胶现象,从而获得较好的表面质量.
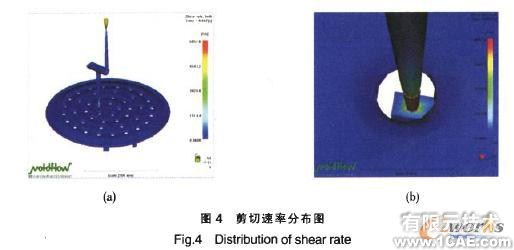
3)最大剪切速率分布
剪切速率分布图如图4(a)和(b)所示.从中可以看出最大剪切速率出现在浇口处,数值为6 057.6(1/s),远低于材料允许的最大剪切速率值50 000(1/s),因此材料不会发生降解现象.
4)制品变形情况
制品注塑成型后的变形量如图5(a)和(b)所示.从(a)中可以看出制品变形趋势四周边缘下移.最大变形量为0.871 4 mm,发生在背面内扣顶端处,此处为悬臂结构,且悬臂长度较长,达到17 mm,容易造成冷却后产生变形,因此在该部位应加强模具冷却和在产品结构上设计反变形0.5 mm.
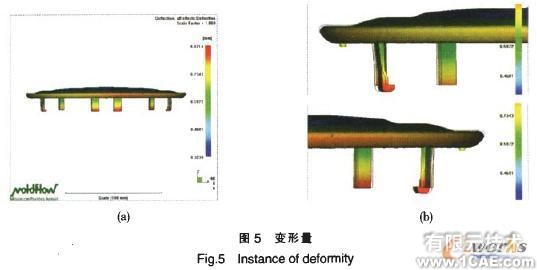
对于花洒表面的变形量很小,。最外沿相对中心的变形量只有0.05 mm,因此对直径为5 mm表面小孔的圆度和位置度无明显影响。
通过对以上几点因素的分析,可以看出该浇注系统方案能满足外观质量、熔体流动均匀、模具结构简单的要求.
2.2冷却系统的设计
2.2.1 冷却系统方案确定
为了减少变形和提高冷却效率,定模采用单回路双圈环形水路,动模采用双回路环形水路,动模温度比定模低2-3°C.冷却水路直接开设在动、定模镶件上,提高冷却效果和密封性.水路分布情况如图6所示.

2.2.2冷却系统CAE验证
为验证冷却系统方案的可行性,将该方案与普通的直排水路方案就从制品冷却时间和温度分布两方面进行对比.
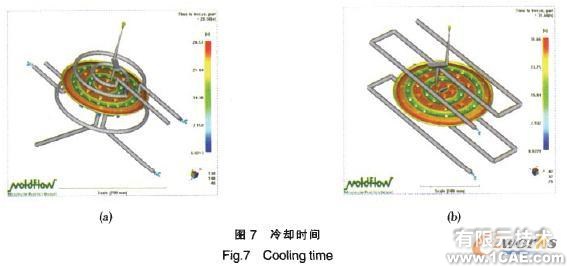
1)制品冷却时间
如图7中(a)和(b)为两种方案的冷却时间图.其中(a)为环形水路,其凝固时间为28..58 s;(b)为直排水路,其凝固时间为31.66 s.环形水路的冷却时间短.
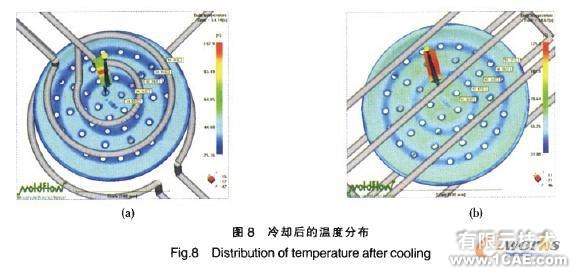
2)制品温度分布
图8为制品冷却后的制品温度分布图.比较两种水路方案中制品同位置上的温度可以看出,环形水路方案能更好地降低制品的体温度,提高冷却效率.从以上表征冷却系统效果好坏的两个关键因素,看出环形水路方案冷却效率高,制品冷却效果好。
2.3模具结构总装图及工作原理
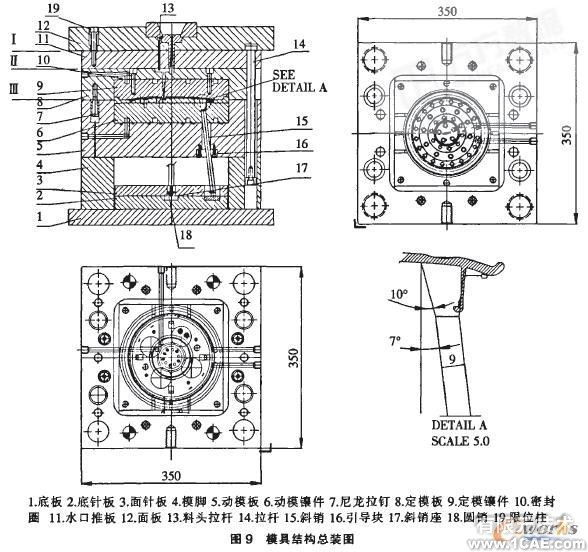
2.3.1模具结构总装图
采用三板式模具结构形式,一模一腔,内扣脱模采用斜顶杆顶出.为了减少斜顶杆头部的磨损,避免产生毛边,设计成变斜度的结构形式,头部斜度比顶杆主体大3。.斜顶杆机构简图及模具总装图,如图9所示.
2.3.2模具工作原理
开模时,由于尼龙拉钉和拉料钉的作用,在分型面II处分型,动模部分和定模板后退直到拉杆行程末端限位;接着在分型面I处分型,水口推板、定模板和动模部分后退直到限位柱限位,浇注系统凝料从浇口套中被拉出,自动掉下;最后动、定模从分型面III处分开;顶出油缸动作,斜顶杆机构将制品顶出.再合模,顶出机构复位,进入下个成型周期.
3 结论
经批量生产验证,CAE优化后的模具设计方案合理,变斜度顶出机构寿命长,35万模次后仍未产生毛边;近中心点浇I:1进胶,多圈环形水路冷却效果好,制品变形量小,表面小孔圆度和位置度经检验都满足质量指标,电镀后的外观达到客户要求.按此结构模型推广应用到同类型的六角形的、八角形的以及尺寸更大的花洒面板,实际应用效果良好.
相关标签搜索:花洒面板注射模优化设计 Ansys有限元培训 Ansys workbench培训 ansys视频教程 ansys workbench教程 ansys APDL经典教程 ansys资料下载 ansys技术咨询 ansys基础知识 ansys代做 Fluent、CFX流体分析 HFSS电磁分析 Abaqus培训




