
上Moldflow,让尺寸问题原因现形!
2016-11-08 by:CAE仿真在线 来源:互联网
一分钟复盘技服实战案例!技术大咖说

注塑件的尺寸不仅依赖于模具的制造精度,也与制件本身的结构、合适的注塑工艺及匹配的塑胶材料有很大的关系。在实际中,我们很多时候往往凭借经验来判断,其实,运用Moldflow能让尺寸问题得以现形!



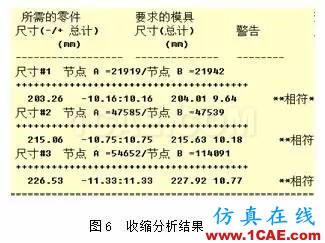
图2所示,注塑成形时,产品卡孔间距尺寸1、2在规格内时,外形尺寸3会偏小0.3mm;外形尺寸3如果打进规格,卡孔间距尺寸1、2又会偏大0.3mm。 塑件采用6点进胶都位于制件背面筋位上,冷却水路分布与制件上端和下端四周,创建完的浇注系统和冷却系统。

案例材料
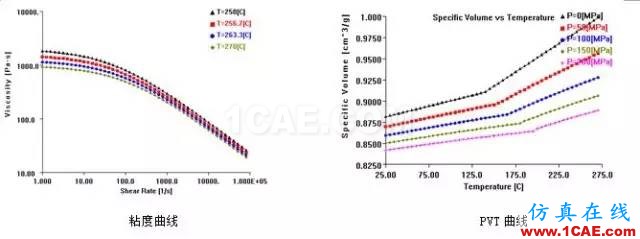
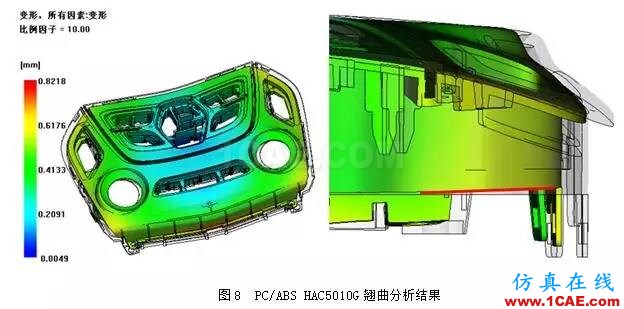
使用锦湖日丽PC/ABSHAC8260,粘度和PVT属性2模流分析“卡孔与外形尺寸的差异,排除掉模具加工的问题,主要判断为制件的不均匀收缩引起的翘曲变形所造成的,所以模流分析结果的重点,主要关注在翘曲和收缩结果上。
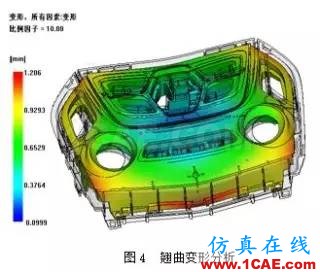
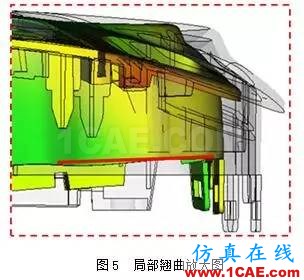
通过图4和图5的翘曲变形分析图,可以看到制件卡孔处有个明显的上翘变形,这就导致了两端底部卡孔间距尺寸的变大。


导致制件产生翘曲的原因主要有三个方面:

开放分享:优质有限元技术文章,助你自学成才
相关标签搜索:上Moldflow,让尺寸问题原因现形! Moldflow分析培训 Moldflow课程培训 Moldflow注塑分析的塑胶制品应用 Moldflow视频 Moldflow技术教程 Moldflow资料下载 Moldflow分析理论 Moldflow软件下载 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训
编辑




