
熔接线无脸见人?上Moldflow调个熔接角,妥妥的!
2016-11-08 by:CAE仿真在线 来源:互联网
一分钟解读技服实战案例!塑料注塑成型中,经常会遭遇到熔接线问题。

又出现熔接线了,啊啊啊!!!

熔接线是如何产生的?

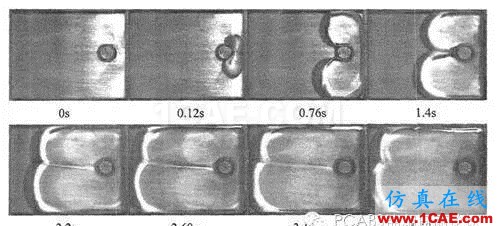
熔接线形成过程

熔接线实例


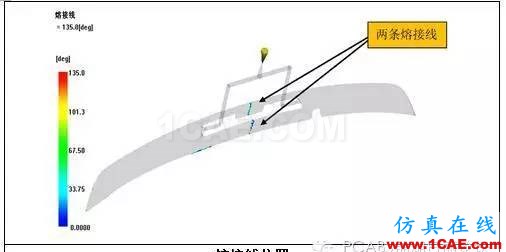
制件选择塑可丽TM材质,进胶方式采用两点热流道转侧浇口进胶,两个浇口同时进胶。由于制件中心有孔类结构,采用两点进胶,利用Moldflow分析发现在孔周围产生两条熔接线。
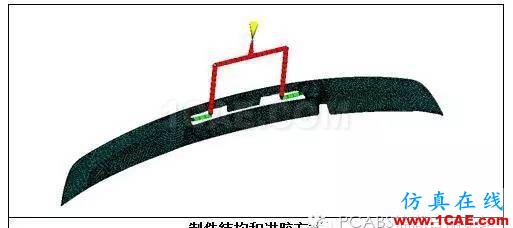
两个浇口同时开启后,由于中间的孔洞结构必然产生两条熔接线!
如何解决熔接线问题

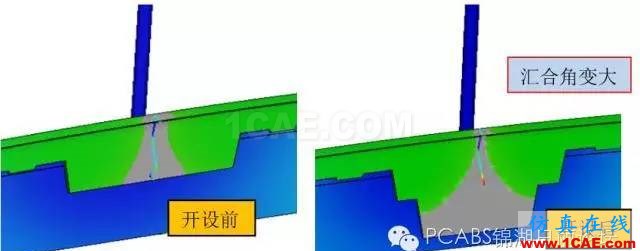
熔接角越大,熔接线品质越好



”
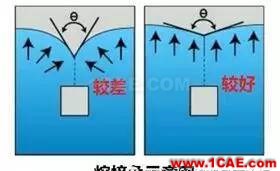
熔体流动前沿为喷泉流,在两股熔体相遇位置会导致聚合物分子沿厚度方向取向,降低制件的强度。
两股熔体第一次相遇后,相遇点的前和后流动完全不同,相遇点后面的熔体将停止流动,而前面的熔体将随着充填过程继续流动,流动方向也逐渐改变为充填方向。在相遇点后的不流动区域,分子沿厚度方向的取向被冻结;在相遇点前的区域,由于熔体流动,聚合物分子沿厚度方向取向较弱,而且分子有较强的解取向能力。

上面是问题分析,下面让我们看具体的解决方案。
改浇口、进胶,先消除一条熔接线
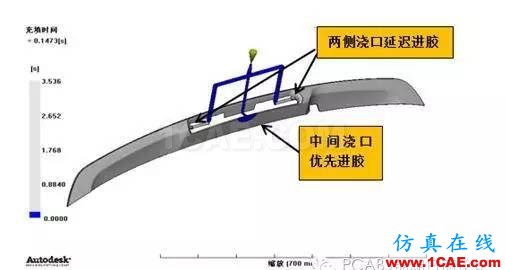
针对上述案例汽车饰板上的熔接线问题,现场通过调整工艺无法彻底改善表面熔接线,考虑更改模具结构:在制件开孔中间位置增加一个浇口,两侧浇口改为延迟进胶。
利用Moldflow进行分析,发现熔接线确实消除了一条。
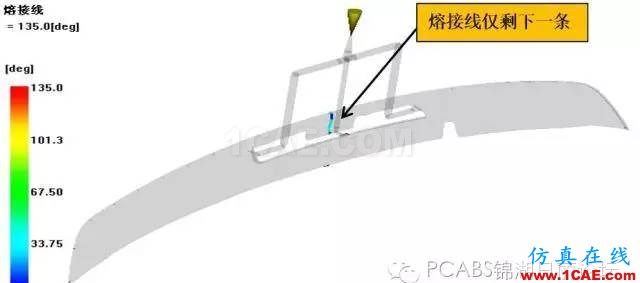
那么问题来了,还剩下一条熔接线该怎么办呢?
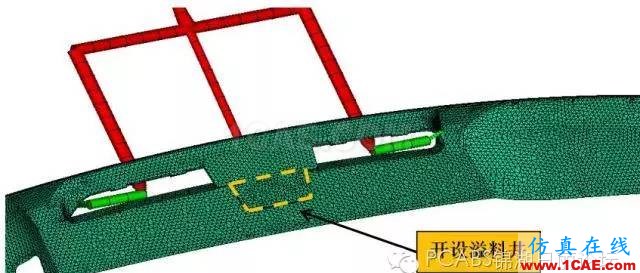
开设溢料井,改善另外一条
增加浇口后熔接线只剩一条,这条熔接线不能通过改变浇口位置来解决,因此从增大熔接角的思路出发,在熔接线位置处开设溢料井。

上述解决方案在实际中也得到有效验证哦!
该案例利用“少产生+大熔接角”的组合方法,有效解决了熔接线问题,提升制品品质!


开放分享:优质有限元技术文章,助你自学成才
相关标签搜索:熔接线无脸见人?上Moldflow调个熔接角,妥妥的! Moldflow分析培训 Moldflow课程培训 Moldflow注塑分析的塑胶制品应用 Moldflow视频 Moldflow技术教程 Moldflow资料下载 Moldflow分析理论 Moldflow软件下载 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训
编辑




