
UG GRIP的弧齿锥齿轮参数化建模方法
2013-05-17 by:广州有限元分析、培训中心-1CAE.COM 来源:仿真在线
陈春榕 石林 姚斌 来源:e-works
关键字:弧齿锥齿轮 建模 GRIP
基于UG GRIP,本文针对弧齿锥齿轮建模方法进行了深入细致的研究。首先介绍了弧齿锥齿轮建模的总体方案。其次详细说明了大轮的展成法建模原理;对于小轮的造型,基于共轭理论,提出了一种用工具大轮与小轮坯体进行展成布尔运算的实体建模的创新方法,从而得到小轮模型。采用此方法造型弧齿锥齿轮小轮比其它造型方法简便,是弧齿锥齿轮参数化建模和加工的一种实用的新方法。接着以一对齿数为21-35、模数为13的齿轮副为例,详细图解说明了整个建模过程。最终还对建立的模型进行了数控加工试验以验证上述方法的正确性。
1 前言
弧齿锥齿轮是一种节锥齿线为曲线、用来传递在一个平面内的两相交轴之间的定传动比回转运动的齿轮[1]。由于其承载能力大、传动平稳、噪声小、结构紧凑等优点,是航空、造船、汽车、能源、装备、国防等部门产品的关键零件,因此弧齿锥齿轮生产在现代化机械制造业中占有十分重要的地位 [1-3]。
其制造主要使用专用的齿轮加工机床。目前国内使用的齿轮加工机床主要有美国格里森公司生产的No.116铣齿机、No.609拉齿机、No.463磨齿机和国产的Y2280铣齿机等[1]。随着科技的进步、技术的创新,数控化的切齿加工机床纷纷涌现。但是由于机床结构、机床尺寸等因素的制约,每一种机床都有对应的技术规格,如最大加工模数、最大加工锥距、最大加工直径等,因此无法加工一些尺寸超过其技术规格的齿轮副(如大模数的油田、煤矿机械使用的大型弧齿锥齿轮副)。而且弧齿锥齿轮加工中仍然存在着众多问题,如:加工过程烦琐、加工周期长、人力和资金投入大等[4]。
因此如何解决加工专用机床与齿轮副尺寸之间的矛盾以及准确地预报锥齿轮齿形、接触区等问题始终是从事齿轮技术领域学者们致力于研究的内容。基于此,本论文提出了一种适用于通用多轴机床数控加工的格里森弧齿锥齿轮的新的建模与加工方法,并利用UG GRIP编制了相应的锥齿轮建模软件。由于锥齿轮模型在UG软件上建立,其尺寸不受任何限制,实际加工中只要所用的多轴数控加工中心足够大即可,这样完全解决了专用机床尺寸的制约问题。
2 弧齿锥齿轮建模总体方案概述
传统的锥齿轮加工方法分为大轮成形法、滚切法,小轮刀倾法、变性法等[1]。本文基于传统的格里森锥齿轮加工方法,提出的具有创新意义的建模新方法其总体方案路线流程如图1所示。建模主要分成三个步骤:大轮建模、小轮建模、接触区控制调整。从图中可看出,具体的过程为:先用双面刀盘展成大轮坯体得到大轮模型,但此时得到的大轮齿面不光滑,由一些小碎面组成,还不是最终的模型。对大轮齿面进行光顺重构后,才能得到大轮最终模型。然后用不同的刀盘布尔运算展成大轮轮坯得到工具大轮。工具大轮齿面重构后,接着再用它布尔运算展成小轮毛坯,得到了小轮模型,此时得到的小轮齿面也不光滑。小轮齿面也进行重构后,得到小轮最终模型。大小轮都确定后,可进行虚拟装配和接触区分析。
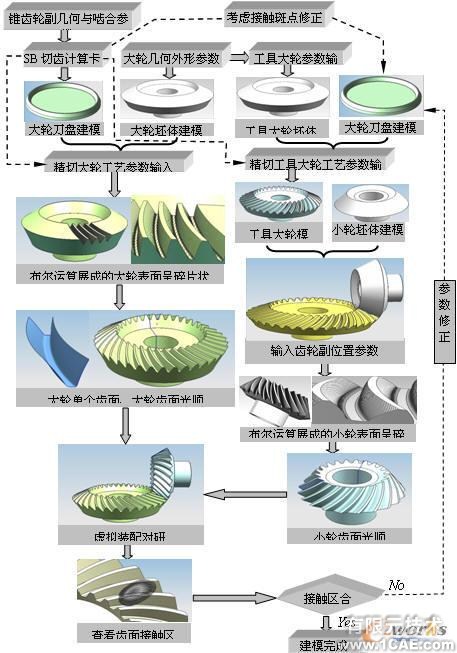
图1 双面精切刀盘展成法切制大轮整体路线流程图
3 双面精切刀盘展成法切制弧齿锥齿轮大轮原理
3.1大轮齿坯和双面铣刀盘的建模
齿坯和双面铣刀盘都是回转体,所以建模相对简单。大轮精切双面刀盘建模参数主要有刀盘半径、刀顶距、内外刃齿形角、刀尖圆角等,可由格里森SB计算卡获得;大轮齿坯尺寸可由设计图纸获得。造型时坐标系原点设在大轮轴交错点,并让铣刀盘的刀尖平面通过原点。首先确定双面铣刀盘和大轮齿坯造型点的坐标位置后,再依次将各点连接成直线或曲线,将这组曲线绕旋转轴旋转360°,这样就可以得到铣刀盘和大轮齿坯实体。
3.2展成法切制大轮机床调整参数计算
用展成法加工弧齿锥齿轮大轮时,其机床调整参数按格里森SB计算卡计算。由于本文介绍的齿轮建模仿真方法只是模拟格里森机床加工弧齿锥齿轮的过程,要得到是齿面的最终模型,以便用于数控加工。故大轮不需粗切,直接采用双面刀盘精切即可。具体的大轮精切调整计算卡可见参考文献[5]。
3.3模拟机床调整展成布尔运算得到大轮模型
通过上一节中的大轮精切调整计算卡可得到大轮调整的3个基本参数:轮坯安装角、偏心角、摇台角。其中轮坯安装角为齿坯调整参数,偏心角、摇台角为刀盘调整参数。上述的齿坯和刀盘的调整参数在格里森机床上都可以直接调整。格里森机床的机构简图如图2所示。
UG环境下,绝对坐标系是始终固定的。将其放置在格里森机床中,对应关系如图2所示,XC轴为机床的床鞍(亦称滑动底座)在机床上的前后移动方向;YC轴为床鞍平面上与XC轴垂直的方向;ZC轴为工件主轴在工件箱侧面垂直移动的方向。
在UG中模拟机床调整的步骤如下:
(1)轮坯安装角调整。齿坯实体绕ZC轴旋转安装角。
(2)偏心角调整。刀盘主轴与摇台主轴平行但被偏心地安装在一个偏心鼓轮上,偏心鼓轮又被偏心的安装在摇台上。因此,刀盘偏心角的调整应该绕偏心鼓轮的轴线转过偏心角角度;格里森No.116机床参数 为222.25,偏心距为机床参数 的一半,因此为111.125mm。在UG中,对应的将铣刀盘沿着在绝对坐标系中过点 (0,111.125,0)、 (100,111.125,0)的轴线 旋转偏心角。
(3)摇台角的调整。摇台的轴线即为UG中绝对坐标系的XC轴,因此在UG中,对应的将铣刀盘沿着绝对坐标系中过点 (0,0,0)、 (0,100,0)的轴线 旋转偏心角。
调整结束后齿坯实体和铣刀盘实体即处于所需的位置。在刀盘和大轮齿坯调整到位后,即可进行展成布尔运算切齿。但是单次布尔运算还不能直接切制出一个齿槽来,需令盘铣刀和齿坯分别绕自身轴线旋转,直到旋转过一定角度才能切出一个完整的齿槽来。再将齿坯绕自身轴线旋转一个分度角进行下一齿槽成形。
由于切齿仿真是对格里森机床实际加工齿轮的一种滚切运动模拟,因此仿真后得到大轮模型齿面并不是光滑的整体齿面,齿形表面由一片片的小曲面(小碎面)组成,形成不光滑的轮齿曲面。这样的齿面无法进行数控加工,而必须先用UG软件中相关的光顺命令处理,重构齿面来获得完整齿槽。再将齿槽阵列后得到完整的最终大轮模型。
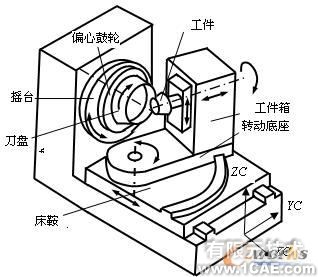
图2 格里森铣齿机床结构简图
4 弧齿锥齿轮小轮建模原理
小轮的建模采用大轮展成小轮坯体得到。在用大轮布尔运算展成小轮时,如果不先对大轮进行处理是不行的。因为如果直接用正常的大轮去展成小轮的话,齿顶没有间隙,而且建模和实际加工过程中都可能存在误差,因此,实际齿轮副装配和运行的过程中会出现干涉、胶结等问题。
大轮的处理采用在正常大轮齿坯的基础上,齿顶往外延伸一段距离,距离的大小由模数和延伸系数乘积来决定,处理后的大轮称为工具大轮。上述处理保证了齿轮副的齿顶间隙。除了轮坯尺寸不同外,工具大轮采用和大轮完全相同的方法切制。得到的模型齿面同样的需要进行重构处理。工具大轮建模完成后,在同一零件图中建立小轮坯体。然后将大小轮调整至装配位置。在此位置执行一次布尔运算后,根据实际的弧齿锥齿轮副传动关系,令小轮转过某一数值大小的角度,一般取0.5°左右即可,工具大轮同时转过相应的角度后再布尔运算一次。重复此过程,直到至少加工出一个小轮齿槽,以便作齿面处理。这样就得到了展成法小轮模型。
5 建模实例分析
UG 软件提供了多种二次开发工具。其中Grip二次开发简单、易学、交互性强,提供了丰富的命令,十分适用于三维建模[5-6]。在本文的弧齿锥齿轮建模中使用到的命令主要有:
1.实心体建模。主要用于刀盘和齿坯的建模。
Obj=SOLREV/obj list,ORGIN,xc,yc,zc,ATANGL,a
2.实体变换。主要用于刀盘和齿坯的旋转、平移,模拟机床运动。
Obj list=TRANSF/matrix,obj list1
Matrix为变换矩阵,变换矩阵有平移、旋转、缩放等5种。下面列举使用到的平移和旋转这2种格式:
(1)平移格式为:
Matrix=MATRIX/TRANSL,dx,dy,dz
(2)旋转格式为:
Matrix=MATRIX/{XYROT/YZROT/ZXROT},angle
3.实体布尔运算。主要用于布尔运算得到齿轮齿面。主要有布尔减运算、交运算等。
通过上述命令的综合使用,即可实现建模、旋转、平移、布尔运算等操作。
下面以小轮齿数21齿,大轮齿数35齿,模数为13,压力角为20°,螺旋角为35°(其余齿轮参数由图纸给出,文中略去)的弧齿锥齿轮副为例,详细阐述建模方法。需要说明的是在下文的建模中,为了便于查看、分析程序运行效果,零件外表面可能会在几种颜色中变化,本质上它们指的是同一个零件。
5.1 建模软件实现
和第2节的流程图对应的,利用UG GRIP编制的大轮建模和小轮建模的软件界面分别如图3、图4所示。
由于篇幅有限,上述程序界面中的各个命令及其对应参数的具体意义不一一赘述。
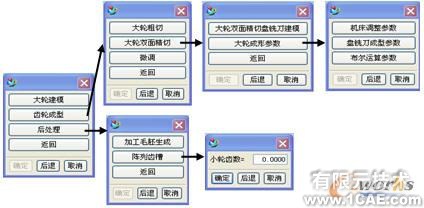
图3 双面精切刀盘展成法切制大轮程序界面

图4 工具大轮布尔展成小轮程序界面
5.2 双面精切刀盘展成法切制大轮过程仿真
(1)齿坯调整过程
根据第3节分析的齿坯调整过程,先将大轮齿轮毛坯绕ZC轴旋转安装角。
(2)铣刀盘调整过程
同样的根据第3节分析的铣刀盘调整过程,将铣刀盘旋转到要求的偏心角和摇台角。调整结束后的齿坯和铣刀盘的相对位置如图5所示。
(3)齿面加工过程
调整结束后的齿坯和铣刀盘已经放置在展成加工位置,接着按照以下步骤进行加工:
1.拷贝盘铣刀实体。拷贝的盘铣刀实体命名为盘铣刀1。
2.拷贝盘铣刀1实体,将拷贝的盘铣刀实体命名为盘铣刀2。大轮齿坯和盘铣刀2布尔减运算。然后再将大轮齿坯和铣刀盘1实体都旋转到下一加工位置。
3.重复2步骤,直到加工完所需的加工刀数N,该步骤结束后就加工出一个齿槽。
4. 大轮齿坯绕自身轴线旋转一个分度角,到加工下一齿槽的位置。
5.重复1、2、3、4步骤直到加工完所有需要的齿槽。
6.大轮齿坯回位。加工完后大轮绕自身轴线回转所转过总角度,回到初始位置,将工件旋转到初始位置方向。
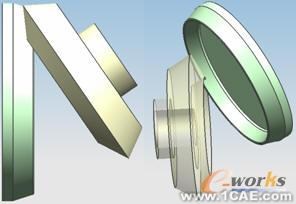
图5 调整结束后的齿轮毛坯和盘铣刀相对位置图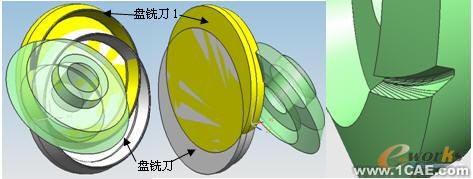
图6 展成法加工中间过
根据上述步骤切制大轮,切齿的一个中间过程如图6所示。图7则是大轮加工完4个齿槽后的实体图。展成法加工出来的齿面不是一整个面,而是由一些小碎面组成,因此这样的齿面还不能直接用于数控加工,而是需要进行齿面的光顺处理。
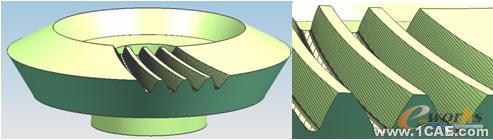
图7 展成法大轮加工结果
(4)齿面重构处理
利用"艺术样条"曲线命令,先将端面轮廓和齿顶、齿底上的点分别联接成样条曲线。其次利用 "通过曲线网络"构造曲面命令进行齿面的重构。然后将齿面阵列,得到的结果如图8所示。要得到一个完整的齿轮模型,还需先再建立一个齿轮毛坯。然后利用UG的"补片"命令进行补片处理。补片完成后,即得到了完整的齿面。图9为所得的展成法大轮最终模型。
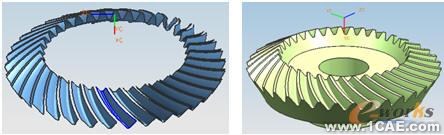
图8 阵列后的齿面 图9 展成法大轮最终模型
5.3 双面精切刀盘切制工具大轮布尔展成配对小轮过程仿真
(1)工具大轮切制过程
工具大轮毛坯建立后,同样用展成法切制。齿面重构处理后的工具大轮如图10所示。
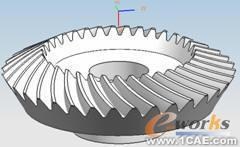
图10 展成变异大轮实体图 
图11 变异大轮和小轮坯体初始装配位置
(2)小轮成形过程
小轮毛坯建立后,将工具大轮绕ZC轴旋转过90°,使它们处于装配位置。调整好后的小轮和工具大轮如图11所示。大轮正转包络,步距0.5°,转过60°后,包络出的小轮齿形如图12所示。此时得到的小轮模型并不是最终的模型,也需进行齿面重构光顺等操作。小轮的齿面重构和大轮以及工具大轮的重构方法相同,不再赘述。
图12 展成小轮模型实体
如上所述,通过双面精切刀盘展成法切制大轮模型,大轮齿面重构光顺后得到了大轮的最终模型。用类似的方法得到工具大轮后,再用工具大轮布尔运算展成小轮毛坯得到了小轮模型。
6 数控加工实验
为了验证本文提出的建模方法及其数控加工的正确性和可行性,对大小轮进行了数控加工试切实验。数控加工采用通用的五轴数控加工中心。大轮齿形曲率变化较为平缓,采用四轴联动数控加工即可;小轮齿形曲率变化较大,加工过程中容易出现干涉的区域,因此采用五轴联动数控加工。由于篇幅有限详细的数控加工方法不赘述。图13、图14分别为小轮、大轮数控加工精加工的一个中间过程。齿面精加工后表面质量良好,可满足产品精度要求。


图13 21齿小轮精加工中间过程 图14 35齿大轮精加工中间过程
7 结论语
本论文提出了一种适用于通用多轴机床数控加工的格里森弧齿锥齿轮的新的建模与加工方法。该方法首先建立实体建模,再利用通用多轴数控加工中心进行了弧齿锥齿轮的加工,减少了生产准备时间并降低了生产准备工作成本、解决了专用机床与齿轮尺寸参数的矛盾、准确地预报锥齿轮齿形和接触区等。从一定意义上说,解决了齿轮领域学者们长期以来致力于解决的简化齿轮生产过程、预报锥齿轮齿形和接触区等重大学术问题。同时本方法缩短了锥齿轮产品开发周期、降低了生产成本、减小企业对设备的投入、增加了企业的生产柔性能力,极大提高企业核心竞争能力,以满足国家经济发展需要。
相关标签搜索:UG GRIP的弧齿锥齿轮参数化建模方法 AutoCAD培训 AutoCAD培训课程 AutoCAD图纸设计 AutoCAD在线视频 AutoCAD技术学习教程 AutoCAD软件教程 AutoCAD资料下载 Fluent、CFX流体分析 HFSS电磁分析 Ansys培训 Abaqus培训 Autoform培训




